
📌 Key Takeaways
The cheapest kraft paper roll often costs more once you count waste, downtime, rejects, and rework on the shop floor.
- Price Per Kg Lies: A lower invoice means nothing if web breaks, rejects, and rework push your cost per finished unit higher.
- Run a Real Trial First: Test cheaper rolls on your actual machines under normal conditions — lab sheets and samples won’t reveal true performance.
- Don’t Upgrade Blindly Either: Switching to a premium grade stops complaints but quietly kills margin when a mid-grade option would do the job.
- Track What Matters: Compare rolls by cost per usable finished unit, not cost per kilogram — include waste, downtime, speed loss, and rework.
- Check the Setup Before Blaming the Paper: Storage humidity, blade condition, tension settings, and operator practice can cause the same problems as a bad roll.
Buy the lowest-cost grade that reliably produces saleable output — not the cheapest, not the strongest.
Kraft paper converters and procurement teams balancing material cost against production performance will gain a clear evaluation method here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
You approve of a cheaper kraft paper jumbo roll. The price per kg looks attractive, the supplier’s sample passed a basic check, and the purchase order goes through. The first few rolls seem acceptable. Then the production floor starts pushing back: more web breaks, climbing setup waste, stoppages mid-shift, rejects flagged by QC, and a customer complaint about a torn bag.
The invoice showed savings. Your shop floor absorbed the cost.
This isn’t a rare situation. It’s a predictable outcome when roll selection is driven by purchase price alone. A kraft paper jumbo roll should be judged by its total converted cost — not only what appears on the supplier invoice. The right grade is not automatically the cheapest, strongest, heaviest, or most premium option. It is the lowest-cost grade that reliably meets the application, machine, QC, and customer-use requirement.
The Cheapest Roll Is Not Always the Lowest-Cost Roll
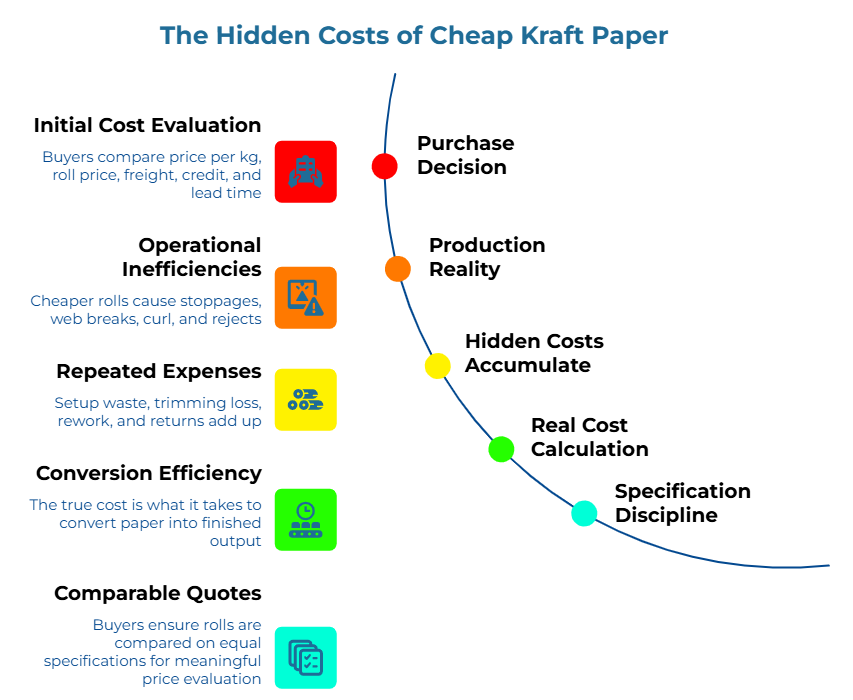
Kraft paper procurement typically begins with visible costs: price per kg, roll price, freight, credit terms, and supplier lead time. These are real costs. They’re also only part of the picture.
There’s an organisational tension worth naming. Buyers are pushed to reduce purchase cost — that’s the job. But production teams absorb the consequences when a cheaper roll creates stoppages, web breaks, curl, poor runnability, and rejects. When these two functions don’t share a cost model, the purchasing decision and the production reality drift apart quickly.
Hidden operational costs accumulate fast: setup waste, web breaks, slower machine speeds, higher trimming loss, increased reject rates, rework labour, extra QC inspection, customer returns, delayed dispatch, and operator time spent adjusting tension or blade settings.
Purchase price is paid once. Production inefficiency is paid repeatedly.
The real metric isn’t what a roll costs to buy. It’s what it costs to convert into saleable, finished output. That distinction — between under-specification (buying a grade that can’t meet the job) and over-specification (buying more grade than the job needs) — is where margin gets protected or destroyed.
Quote comparison remains hollow without specification discipline. A cheaper quote is only meaningful when the current roll and candidate roll are comparable for the same application, tolerances, process, and delivery basis. Consulting industry-standard procurement guides — such as spec-true comparison before price — is useful for teams trying to avoid price comparisons built on incomplete specifications.
How a Cheaper Kraft Paper Becomes Expensive in Production
Not every cheaper roll creates problems. A cheaper roll becomes expensive when it can’t reliably meet the actual demands of your machine, your converting process, and your end customer. There are four main ways this happens.
Inconsistent Roll Quality
Quality variation is one of the most common cost drivers. It won’t show up in a single sample or lab sheet. It shows up across rolls, or within the same roll.
Common sources of variation include GSM (grammage) drift, caliper inconsistency, moisture variation, poor winding tension, edge damage, splices, curl, surface defects, and weak spots. TAPPI identifies basis weight, caliper, moisture, tensile, stretch, modulus, tear, burst, stiffness, and Cobb as common paper and paperboard test areas. When these properties vary beyond acceptable tolerances, the machine can’t run predictably — and your operators spend their time compensating instead of producing.
Small businesses often don’t have in-house labs to verify incoming rolls. Practical alternatives matter: supplier certificates of analysis, defect logs, waste tracking, and side-by-side production comparisons can catch meaningful variation before it compounds. For guidance on what vendor data to request before locking specs, including COAs, variation bands, and machine-condition information, see our dedicated guide.
Poor Runnability
Runnability describes how smoothly a roll performs on your actual machine at the required speed, tension, adhesive, humidity, and process conditions. Understanding why the same brown paper mother roll runs well on one converting machine and poorly on another helps explain why runnability is machine-specific, not grade-universal. Even small moisture specification shifts can drive significant downtime on a converting line.
Poor runnability shows up as frequent breaks, more operator adjustments to maintain tension, forced machine speed reductions, wrinkling or tracking issues, dusting, adhesive or coating inconsistency, and longer downtime during roll changes.
Operators often see these problems first. A machine operator may notice dusting, tension behaviour, edge damage, tracking instability, or surface defects before those issues become formal QC failures. Their feedback should be part of the trial record, not treated as informal shop-floor noise.
The reality isn’t that all cheaper rolls have poor runnability. A lower-priced grade becomes expensive when it can’t run reliably under your plant’s actual operating conditions.
Consider the financial delta: A 5% reduction in purchase price is negated if web breaks increase by just 2% per shift. A buyer switches to a cheaper roll. The production team sees more web breaks and setup waste. Even though material cost per kg is lower, usable output per shift falls — and the invoice saving disappears because cost per usable finished unit was never calculated.
More Rejects and Rework
When defects increase, costs multiply. You’ve already paid for the material, already used machine time, already spent labour. Rework adds another round of each. If output misses dispatch, expedited replacement production follows.
A cheaper parent roll might save money per kg. But if it increases rejected output by even a modest amount, your business pays for the rejected paper, the machine time, the labour, and the replacement run — sometimes all at once. This is why quality specs shape your brown paper real cost more reliably than the invoice price.
Customer Complaints: Where Production Cost Becomes Commercial Risk
Torn bags, poor print quality, packaging failure during handling, delamination, moisture-related performance issues, or inconsistent finished-product quality all generate complaints. This is where production cost connects directly to commercial risk—and it’s why procurement teams often carry a quiet fear about changing grades.
Even when a cheaper roll runs acceptably most of the time, intermittent field failures damage customer trust and create return costs that far exceed the original material saving.
Material Efficiency as Operational Value
Reducing avoidable waste during converting is not only a sustainability consideration — it is basic cost control. The U.S. EPA’s Sustainable Materials Management framework describes using and reusing materials more productively over their life cycles. For a converter, every kilogram of kraft paper that becomes scrap instead of saleable output is margin lost twice: once on the wasted material, and again on the production time consumed.
The Opposite Mistake: Buying More Grade Than the Job Needs
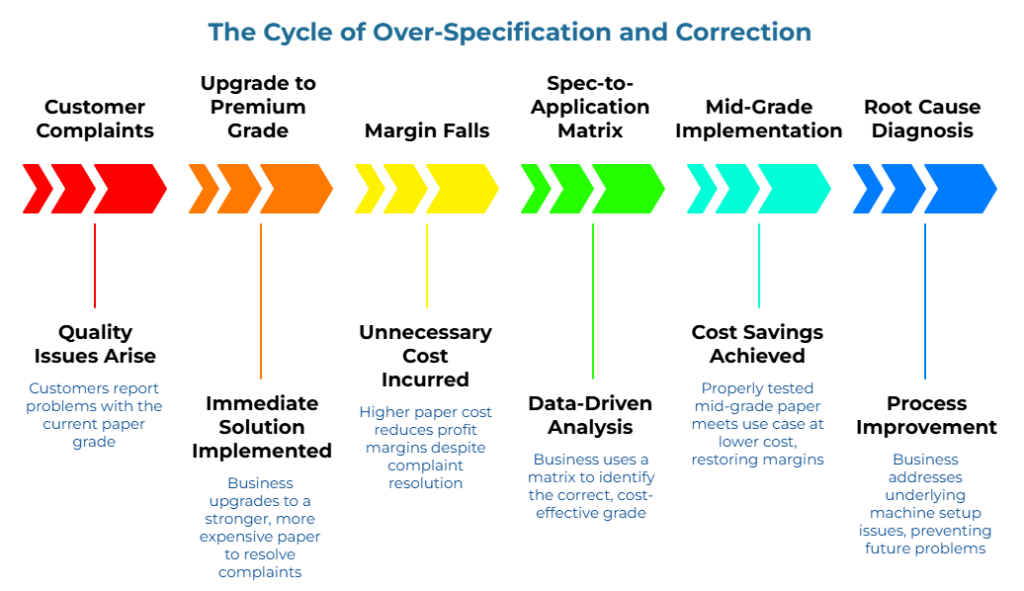
A common response to quality problems is to upgrade. Buy a stronger grade. Increase GSM. Choose a premium option. This can solve production problems — but it creates a different one: unnecessary cost.
Over-specification means paying for properties the application doesn’t require: choosing a higher GSM when the use case only requires moderate strength, paying for whiter or premium surface quality when the packaging isn’t customer-facing, specifying coated or wet-strength paper where moisture exposure isn’t a factor, or using a high-strength grade to compensate for machine setup issues that should be corrected directly.
Here’s what that looks like in practice. A business upgrades to a stronger grade after customer complaints. Complaints stop, but margin falls. Later, a properly tested mid-grade — identified through a spec-to-application match matrix — meets the same use case at lower cost. If you’re navigating this balance, choosing the right kraft paper grade without over- or under-specifying is a discipline worth building.
The goal isn’t the strongest paper. The goal is the right paper with a controlled safety margin.
Premium grades can also mask process problems. A business that buys up to avoid rejects may never diagnose the actual root cause. The margin cost continues, and the underlying issue stays hidden.
A Practical Evaluation Method for Comparing Kraft Paper Roll Cost
Define the Real Use Case
Before comparing grades, document the actual requirements: end product, required GSM or basis weight range, machine type and speed, converting process (bag-making, lamination, printing, wrapping, stitching), adhesive or coating requirements, storage conditions, and customer handling conditions. Document critical failure modes — tearing, bursting, poor folding, moisture absorption, surface defects, or print quality problems.
Identify Minimum Acceptable Performance Properties
Depending on your application, relevant properties may include:
- Grammage / basis weight — measured per TAPPI T 410 or the generally active ISO 536 standard
- Caliper / thickness — per ISO 534
- Moisture content — per ISO 287
- Tensile strength — per TAPPI T 494 or the current ASTM D828 specification
- Tear resistance — per TAPPI T 414
- Burst strength — per TAPPI T 403
- Stiffness — per TAPPI T 489
- Cobb / water absorptiveness — per TAPPI T 441
- Surface cleanliness or printability
- Roll winding and edge condition
These aren’t a universal checklist. The relevant properties depend on your end use. Reputable kraft paper producers like Mondi, Billerud, and Smurfit Westrock publish technical data sheets showing grade specifications, runnability ratings, and tolerance ranges — reviewing these helps calibrate what to ask for.
For small businesses without in-house labs, our guide on vendor data to request before locking specs covers COAs, variation bands, and machine-condition information worth gathering before approving a grade.
Run a Controlled Production Trial
A sample or lab sheet isn’t approved. Run a controlled trial under normal production conditions comparing your current grade and the cheaper candidate — and where possible, a mid-grade option. For detailed guidance, running a practical kraft paper supplier trial covers the full process.
During the trial, track input roll cost, output produced, waste (including setup waste), web breaks or stoppages, average machine speed, reject count, rework time, operator observations, QC results, and customer complaints after dispatch.
Compare Cost Per Usable Output
The key metric is cost per usable finished unit — not cost per roll or per kg.
Total production cost, Ctotal = paper cost (Cpaper) + waste cost (Cwaste) + downtime cost (Cdowntime) + rework labour (Crework) + reject replacement cost (Creject) + complaint/return cost (Cclaims)
As an illustrative example: a roll that is 5% cheaper on purchase may cost more per saleable unit than a slightly more expensive grade that runs consistently. Use your own production data to calculate this.
Distinguish Grade Performance from Environmental and Mechanical Variables
Not every production problem is caused by the paper grade. Before concluding that a roll has failed, check storage humidity and handling, roll transport damage, machine tension settings and blade condition, adhesive or coating setup, operator training, supplier consistency across shipments, and whether the grade specification actually matches your process.
Here’s why this matters. A roll performs poorly after being stored in uncontrolled humidity. The production team blames the paper, but the grade was fine — the storage was the problem. Without a disciplined root-cause check, you risk over-correcting with a premium grade when the issue was environment or handling. Pre-converting roll quality release checks are worth building into your workflow for exactly this reason.
Common Pitfalls That Distort the Cost Comparison
Even with a structured evaluation method, a few recurring mistakes can throw off the comparison.
Comparing only price per kg ignores waste, downtime, rework, and complaint cost. The cheaper invoice means nothing if the cost per saleable finished unit is higher.
Treating GSM as the full specification overlooks tensile behaviour, tear resistance, stiffness, moisture response, surface quality, and roll-to-roll consistency. For a deeper look at parent roll buying criteria beyond GSM that prevent breaks, waste, and downtime, see our dedicated guide. GSM is a starting point, not a verdict.
Switching suppliers without a production trial is a gamble. A lab sheet or sample may not predict performance on your actual machine under normal operating conditions.
Overcorrecting with premium paper can stop complaints and still hurt margin if the same result could be achieved with a better-tested mid-grade.
Ignoring operator feedback delays problem identification. Operators often detect practical issues — dusting, curl, tension instability, edge defects — before management reports surface them.
Blaming the paper before checking storage and setup leads to misdiagnosis. Moisture exposure, handling damage, dull blades, tension settings, adhesive setup, and operator practice can all affect output independently of grade quality.
Approval Checklist Before Switching to a Cheaper Grade
Before approving a grade change, confirm the following:
- The roll has been tested on the actual production line under normal conditions
- You’ve compared yield-adjusted unit cost — not just cost per roll or kg
- You’ve tracked waste, downtime, rejects, machine speed, and rework
- The supplier has provided complete, current specifications with tolerance ranges (grammage, moisture, tensile, tear, burst, Cobb, or other relevant properties)
- Operators have reported on handling, runnability, dusting, curl, and any issues observed during the trial
- QC has approved the output
- The finished product has met customer requirements under realistic handling conditions
- Performance has been verified across multiple rolls, not just one sample
- You’ve considered whether a mid-grade option performs better than both the cheapest and the premium grade
Approve the lowest-priced grade that demonstrates consistent compliance with production, QC, and customer requirements.
Frequently Asked Questions
Is cheaper kraft paper always lower quality?
No. A cheaper roll becomes expensive when it fails to meet actual production and customer-use requirements. The right question is whether it produces saleable output reliably at the lowest total cost.
Should you always choose a higher GSM to reduce production problems?
Not always. Higher GSM may improve some performance factors, but it can also increase material cost unnecessarily. Grade selection should match the required use case, machine performance, and finished-product requirements.
What is the best way to compare two kraft paper parent rolls?
Compare them by cost per usable finished unit. Track waste, downtime, machine speed, rejects, rework, and complaints during a controlled production trial.
What properties should you ask your supplier for?
The properties relevant to your application — which may include grammage, caliper, moisture, tensile strength, tear resistance, burst strength, stiffness, Cobb value, printability, roll dimensions, winding quality, and tolerance ranges.
When is a premium kraft paper grade worth the cost?
When it reduces waste, improves machine uptime, prevents customer complaints, supports critical strength or moisture requirements, or protects a high-value product. It isn’t justified simply because it performs better on a data sheet.
Don’t Default to the Cheapest Grade, Don’t Default to the Premium Grade
The transition from ‘cheap’ to ‘cost-effective’ occurs the moment procurement and production align on a total converted cost model.
Buy the lowest-cost grade that consistently produces acceptable, saleable output with controlled waste, downtime, rejects, and complaints.
Finding it requires a structured trial, a full cost calculation, and a shared decision between procurement, production, and QC. Connect with verified kraft paper reel suppliers / exporters who can provide complete technical data sheets and support a production trial before you commit volume.
Disclaimer:
This article is educational. All examples are illustrative. Grade decisions require application-specific trials and verified supplier data.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.