
📌 Key Takeaways
Locking down moisture limits, test methods, and sampling rules before comparing supplier quotes prevents toilet tissue rolls from arriving warped and unusable.
- Compare Specs First, Prices Second: Quotes only make sense when every supplier answers the same technical baseline—otherwise you’re comparing apples to mystery fruit.
- Moisture Drifts During Shipping: Temperature swings at sea cause condensation inside containers, swelling outer layers while cores stay dry—a recipe for jammed converting lines.
- Visual Samples Mislead: A single roll snapshot tells you nothing about lot-wide variation or how material behaves after weeks in humid transit conditions.
- Name the Test Method: Saying “moisture 6–8%” without specifying how to measure it lets suppliers use any test method they like—and results won’t match yours.
- QA and Procurement Must Co-Sign: Neither team owns the full picture alone; joint sign-off on the house spec before any purchase order closes the gap.
Define the rules, then shop—not the other way around.
Procurement managers and QA leads at toilet tissue converting operations will find a ready-to-use framework here, preparing them for the specification-building steps that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The sample lands on the sourcing desk with a thud. QA has already seen enough. Edges warped, core soft, moisture readings well outside the range the converting line can tolerate. The roll is not torn, but it is wrong in the way that matters most: the feel has shifted, the structure is less stable, and a private-label toilet tissue schedule that looked secure an hour ago now looks exposed. Three weeks of supplier negotiations, production scheduling, and cost projections have collapsed into one question: how did this pass inspection at the mill?
The failure originated in the absence of a standardized technical baseline. Without pre-defined moisture and structural parameters in the purchase agreement, the supplier operated within the default tolerances of the mill, which diverged from the requirements of the converting line.
This scenario typifies the systemic disconnect in trans-border procurement. The problem is not always a careless supplier or bad luck in transit. Very often, the deeper failure starts earlier, when teams compare quotes before they have defined the exact technical meaning of an acceptable toilet tissue parent roll. That sequence error is the procurement trap this article is built to correct.
Technical Specification Normalization is the buyer-owned method for locking down the exact technical meaning of acceptable toilet tissue parent rolls before supplier quotes are compared. Normalization functions as a technical baseline for quality; moisture language at the supplier’s mill must mean the same thing at the buyer’s toilet tissue converting line. If it does not, the quote is only a number attached to an unstable set of assumptions. The right operating rule is simple and strict: comparability before price.
In practice, it is usually a specification-control failure that shipping merely exposes. When moisture tolerance, GSM, Cobb values, bulk, test methods, sampling rules, and delivery basis are not normalized before supplier comparison, teams create false comparability. Two quotes can look neat on a spreadsheet while describing materially different risks. That is why a shipment can appear acceptable at approval, then arrive moisture-shifted and fail line expectations after cross-border transit.
The operational mechanism is straightforward: visual samples do not lock down technical specifications, and post-delivery inspection is too late to prevent upstream ambiguity from becoming downstream disruption. The durable fix is a Specification-True mindset: define the technical baseline first, force all suppliers into the same comparison lane, and only then compare offers.
Why Quote-First Sourcing Fails for Overseas Toilet Tissue Parent Rolls
Quote-first thinking feels efficient because it appears to move the process forward. It rarely creates real control.
A low Free on Board (FOB) number means very little if moisture tolerance, test method, and delivery basis are undefined. The price may be real, but the comparison is not. One supplier may interpret the moisture window one way, another may report on a different sampling basis, and a third may assume a different delivery responsibility altogether. The spreadsheet stays tidy while the risk profile shifts underneath it.
A supplier quoting toilet tissue parent rolls at an attractive FOB price is quoting against their interpretation of the specification—not the buyer’s. If the RFQ states “moisture content: 6–8%” without naming a test method, the supplier will use whatever test method their mill employs. If the buyer’s converting line was calibrated against a different test method, the numbers will match on paper but diverge in practice. A difference of one percentage point in moisture content may seem minor on a specification sheet. On a high-speed converting line, this variance triggers tension-control failures, mechanical downtime, and non-conformance with finished-product loft and hand-feel requirements.
The FOB price looked good. The total cost of the shipment—including production delays, yield loss, and rejected product—told a different story.
This is where many teams get trapped by speed. Production downtime is unacceptable, cost pressure is constant, and the lowest visible number can feel like progress. Yet switching suppliers on FOB alone often misdiagnoses the problem. The underlying issue is frequently not supplier identity but specification ambiguity. If the RFQ leaves room for different interpretations, the apparent price gap may reflect assumption gaps rather than true technical equivalence. That is why specification-first toilet tissue sourcing is not bureaucracy. It is risk control.
Visual samples make the situation worse because they create confidence without creating process control. A clean sample can confirm appearance. It cannot confirm how the lot will behave after long sea transit, variable humidity, port dwell time, or inland storage. A sample roll shipped from the mill represents one moment in time, one production run, and one set of storage conditions. It tells the buyer nothing about lot-level variance, moisture behavior during transit, or how the material will perform after sitting in a humid port warehouse. The sample passes inspection. The container arrives. The rolls fail.
What a Specification-True Mindset Means in Toilet Tissue Converting QA
Technical Specification Normalization prevents overseas tissue degradation by forcing suppliers to quote against the same moisture, GSM, Cobb, and sampling logic before commercial comparison begins. That is the article’s central operating claim, and it matters because it changes where control sits. The supplier data sheet may still be useful. It just cannot be the governing document. The governing document has to be the buyer-owned house specification.
In practical terms, a Specification-True mindset changes the order of operations. First, define what acceptable toilet tissue parent roll quality means for the converting line. Then lock the critical variables and their test methods. Then release the RFQ. Then compare suppliers. This is a parent roll specification standardization discipline, not a cosmetic rewrite of old buying habits. It treats cross-border material quality as something that must be designed into the comparison process, not inspected into existence after the shipment arrives.
That is why the mindset is broader than one moisture clause. Moisture tolerance alignment is a component of tissue converting QA, but it only works as intended when it sits inside a larger buyer-owned structure. Moisture, GSM accuracy control, Cobb discipline, bulk, test method alignment, lot sampling, and Incoterms normalization all have to point toward one decision-ready comparison lane. Anything less constitutes unquantified risk exposure.
Moisture Tolerance Alignment: Establishing the Primary Variable
Moisture content represents the primary variable in cross-border substrate stability. It is the leading destabilizer in cross-border toilet tissue sourcing, and it is the variable most likely to turn an apparently acceptable roll into an operational problem after climate exposure during transit.
Some points here are settled. A defined test method matters. A defined tolerance band matters. A defined sampling basis matters. Those are not optional details.
Other points vary by context. The exact tolerance window that works for one toilet tissue grade, line speed, embossing profile, or customer program may not be the right window for another. That is why this article does not invent target numbers. The operational principle is more important than a made-up threshold: the acceptable band must be contractually named before comparison begins, and the measurement method must be shared across suppliers.
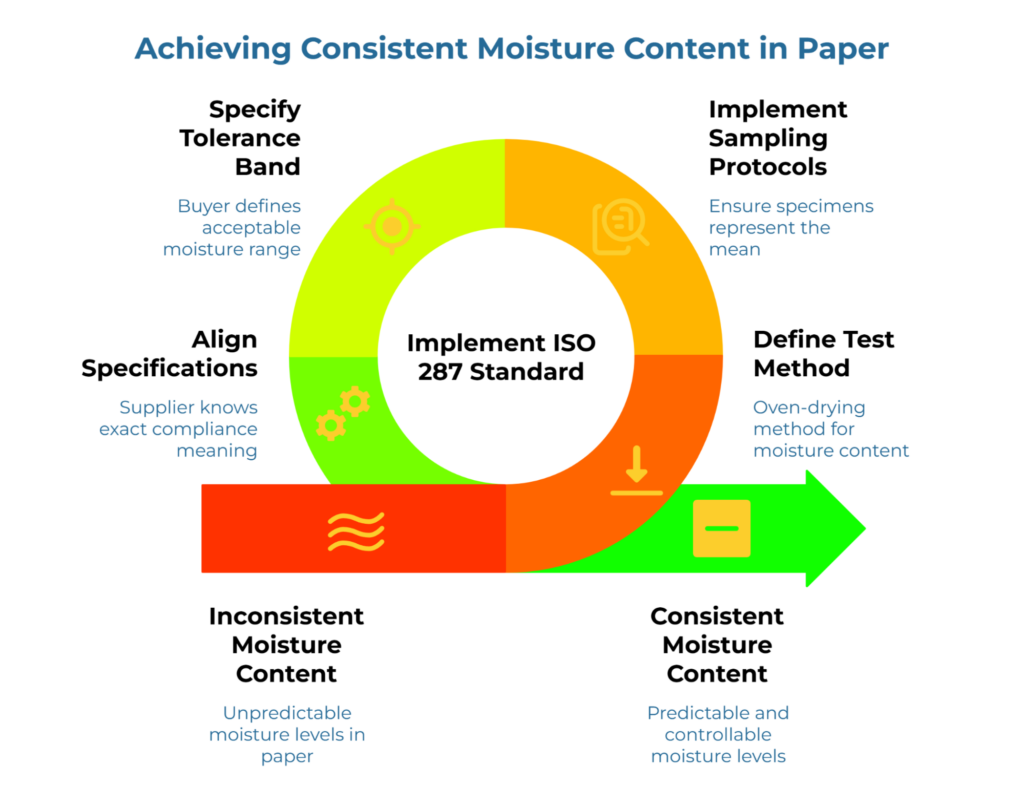
The ISO 287 moisture-content standard provides the proper authority because it defines an oven-drying method for determining the moisture content of a lot of paper and board. Compliance is verified via ISO 186 sampling protocols, ensuring test specimens represent the statistical mean of the entire production lot. That matters because it anchors moisture discussion to a lot-based test discipline rather than vague supplier language. The standard defines the test method. It does not tell a converter what tolerance band to choose. That selection still depends on the buyer’s product and process needs.
Extended transit durations induce ‘container rain’ and subsequent hygroscopic swelling. As the vessel traverses varied climate zones, diurnal temperature fluctuations generate internal condensation. Temperature differentials between day and night can cause condensation inside the container—a phenomenon sometimes called container rain. The rolls absorb this moisture. The outer layers swell. The core remains relatively dry. The result is dimensional instability that causes uneven unwinding on the converting line. This is not a theoretical concern. It is a documented failure mode that converters encounter when sourcing from overseas mills without rigorous moisture specifications.
Lot-level variance matters more than a clean sample photo. A single sample roll is a sample of one. It tells the buyer nothing about variance across a production lot. If the mill produced several hundred parent rolls over a multi-day run, moisture content may have varied by time of day, ambient humidity, and drying section performance. The buyer needs to know the range of that variance, not just the value of one selected sample. Lot-level variance is controlled through sampling protocols: how many rolls per lot are tested, how they are selected, and what statistical criteria define an acceptable lot. Without these protocols, the buyer is betting that every roll in the container matches the single sample they approved.
Eliminating operational variance requires transitioning from reactive QA to predictive specification alignment. Moisture tolerance alignment addresses this directly by making moisture behavior predictable. When the buyer specifies a target value, a tolerance band, a test method, and a sampling rule, the supplier knows exactly what compliance means. The buyer can verify compliance at arrival. Deviations are actionable. Uncertainty is replaced with process control.
The Four Technical Controls Behind Toilet Tissue Parent Roll Runnability
Moisture comes first. It does not work alone.
Overseas toilet tissue stability is a multi-variable control problem, not a supplier promise problem. Four primary variables dictate the technical integrity of the roll.
- Moisture tolerance affects unwinding tension, softness, and dimensional stability. Rolls that are too dry become brittle and tear during high-speed conversion. Rolls that are too wet swell, jam, and produce finished tissue that fails retailer softness and absorbency standards. The specification must include a target, a tolerance band, and a named test method.
- GSM accuracy control defines the weight per unit area of the parent roll. It directly affects yield—how many finished rolls the converter can produce from a given tonnage of raw material. A supplier quoting a specific GSM must be measured against the same test method the buyer uses. If test methods differ, reported GSM values may not translate to equivalent yield on the buyer’s line. The TAPPI T 410 grammage method grounds grammage and mass-per-unit-area language in an established method, while also noting that grammage is typically expressed in grams per square meter outside customary US basis-weight terminology. The test method defines how the property is framed; it does not choose the acceptable band for the buyer.
- Cobb values and absorbency discipline measure water absorbency over a defined time period. For toilet tissue, absorbency is a consumer-facing quality attribute and often a retailer specification requirement. If parent roll Cobb values vary significantly from lot to lot, the finished product will fail consistency tests. Cobb values must be aligned alongside moisture to survive cross-border climate exposure.
- Bulk and structural consistency describes the ratio of thickness to weight. Higher bulk produces softer, thicker-feeling toilet tissue without adding fiber cost. If the buyer needs a specific bulk to meet retailer softness specifications, that value must be locked down with tolerances before quotes are compared. Bulk is sensitive to calendering pressure at the mill and can vary across a production run.
Technical Implementation: Constructing the Buyer-Owned Specification
The following protocol translates theoretical normalization into a standardized procurement workflow.
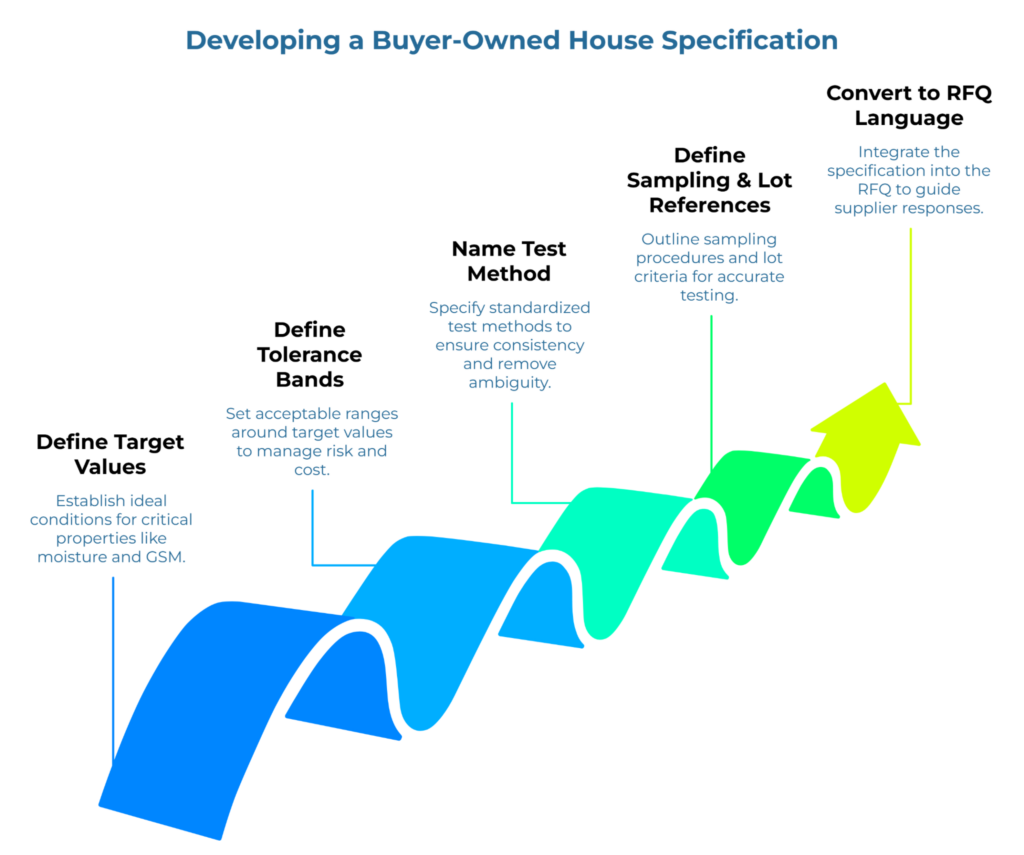
A buyer-owned house specification should be firm enough to force comparability, yet simple enough to use in live sourcing work. A practical structure follows five steps.
1. Define target values: State the required condition for each critical field: moisture, GSM, Cobb, bulk, and any other runnability-critical property relevant to the toilet tissue program. The target is the ideal.
2. Define tolerance bands: A target without an acceptable range is not a control. It is an opening for supplier interpretation. The tolerance is the acceptable range around the target. Tighter tolerances increase supplier cost. Looser tolerances increase converting risk. The values must reflect actual converting line requirements, not arbitrary preferences.
3. Name the test method: A specification without a named test method is not a specification. It is a suggestion. Use test method names, not general language. For moisture, that may mean referencing ISO 287. For grammage language, it may mean referencing TAPPI T 410. The purpose is not formality for its own sake. The purpose is to remove ambiguity. Suppliers who cannot test to the named test method must either outsource testing to an accredited lab or disclose their alternative test method for buyer evaluation.
4. Define sampling and lot references: Lot sampling has to be part of the control logic. Otherwise, one supplier can report from one basis and another supplier from a different basis, maintaining a façade of technical compliance. The house specification must define how many rolls per lot are tested, how they are selected, and what statistical criteria define an acceptable lot.
5. Convert the house specification into RFQ-ready language: The specification should live inside the request, not in a separate internal document that suppliers never truly receive. The RFQ should state clearly: quote against the following specification; if you cannot meet any parameter, indicate the deviation and your alternative value. This forces suppliers to respond to the buyer’s baseline rather than substituting their own.
One additional discipline matters here: separate shared specification fields from supplier claims. Shared fields are the buyer-owned baseline that every supplier must quote against. Supplier claims belong in a different lane. That separation makes quote review more defensible and keeps supplier-led data sheets from becoming the hidden source of truth.
Why Test Methods and Incoterms Must Be Normalized Alongside Moisture Tolerance
A well-written moisture clause can still fail if suppliers quote under different delivery assumptions. That is why test method alignment and Incoterms normalization have to sit in the same conversation.
A quote is not comparable if the test basis is undefined. If one supplier measures GSM using TAPPI T 410 and another uses an in-house method calibrated differently, their reported values are not equivalent. The buyer cannot compare the same nominal GSM from different mills without knowing the test basis. The house specification must name the test method. Suppliers who cannot test to that test method must either outsource testing to an accredited lab or disclose their alternative test method for buyer evaluation.
A quote is not comparable if the delivery basis is mixed. A quote at EXW (ex-works) and a quote at CIF (cost, insurance, and freight) are not directly comparable. Under Incoterms 2020, the allocation of freight, insurance, and risk transfer is governed by specific rule groupings (e.g., CIF vs. DDP), which dictate the total landed cost calculation. If the buyer compares unit prices without normalizing delivery basis, the apparent savings from a low EXW quote may evaporate once freight and insurance are added. The RFQ should specify a single delivery term or require all suppliers to quote on multiple terms for direct comparison.
A decision-ready comparison lane is a normalized view of all supplier quotes against the same specification, the same test methods, and the same delivery basis. Creating it requires three steps: define the house specification, mandate test method compliance, and normalize all quotes to a single Incoterm and destination. These controls establish a statistically valid basis for unit-cost comparison, ensuring technical and commercial parity across all bids.
Failure Mode Analysis: Overseas Logistics & Substrate Degradation
Understanding why shipments fail is as important as knowing how to prevent failure. Four failure modes account for a significant share of overseas toilet tissue degradation.
- The visual sample trap: Visual samples create false confidence. A roll that looks acceptable in a photo or feels right in hand tells the buyer nothing about moisture stability, GSM consistency, or Cobb variance across the lot. The sample is a single data point. The shipment is a statistical distribution. Relying on the sample to predict the shipment is a methodological error that no amount of supplier goodwill can overcome.
- Tolerance-free specifications: A specification that states “moisture content: 7%” without a tolerance band is not a specification. It is a single point that no production process can hit exactly. Every lot will deviate. Without a defined tolerance, the buyer cannot reject a shipment at 7.8% or 6.2%—both are approximately 7%. The supplier has plausible deniability. The buyer has no contractual recourse.
- Supplier-led data sheets: When the buyer accepts the supplier’s data sheet as the specification, the buyer has ceded control. The data sheet reflects what the mill produces, not what the converting line needs. If the mill’s standard moisture range is wider than what the converting line requires, the data sheet creates a mismatch that will surface eventually—usually after the container has shipped. Those documents can be useful evidence packs. They should not define the buyer’s baseline. Once the supplier sheet becomes the default template, the buyer has already lost control of the comparison.
- Post-shipment verification vs. Pre-PO process control: Inspecting rolls after they arrive is necessary but insufficient. By the time QA identifies out-of-specification material, the damage is done. The shipment is in the warehouse. The production schedule depends on it. Rejecting the lot creates immediate operational pain. The solution is pre-PO process control. Lock the specification before the purchase order. Require supplier confirmation of compliance. Define inspection protocols at origin. Post-delivery QA then becomes verification of a controlled process, not an autopsy of an uncontrolled one.
A Future-Proofing Workflow for Procurement and QA Teams
Future-proofing starts with role clarity. Specification normalization requires collaboration between Procurement and QA. Neither team can execute it alone.
Procurement owns supplier-comparison discipline. That means soliciting quotes, evaluating commercial terms, negotiating price, and managing delivery logistics. Procurement ensures that every quote is normalized to the same delivery basis and that suppliers have confirmed compliance with the house specification. Procurement does not own the specification itself. That responsibility belongs to QA.
QA owns measurement discipline. That means defining target values, setting tolerances, naming test methods, and establishing sampling protocols. QA ensures that the specification reflects actual converting line requirements rather than arbitrary preferences or outdated standards. QA also owns incoming inspection—verifying that delivered material matches the specification before it enters production.
Both teams sign off the house specification before supplier comparison begins. That sign-off confirms that the specification is complete, that test methods are named, that tolerances are realistic, and that sampling protocols are defined. Without this joint sign-off, the PO is premature. Comparing quotes against an incomplete specification is not procurement discipline. It is organized guessing.
This division of responsibility matters because the reader’s real challenge is not only technical. It is organizational. Procurement and QA are often reacting to the same risk from different angles. A future-proofing workflow gives them one shared operating model, which is exactly what the Specification-True mindset is meant to create.
From Specification Chaos to Process Control: The Next Practical Step
Do not compare suppliers until the baseline exists.
Framing overseas sourcing as a material science challenge—rather than a procurement exercise—reveals the necessity of this baseline. Physical prototypes are insufficient for establishing mechanical performance baselines. Moisture tolerance and Cobb discipline must be aligned before comparison. Test method alignment and Incoterms normalization must support the same standardized evaluation framework. Post-delivery inspection is too late to fix a vague RFQ.
The transition from specification chaos to process control is not a single project. It is a permanent change in how toilet tissue converting operations approach overseas sourcing. The first step is acknowledging that the current approach—quote-first, specification-later—is the source of the problem, not the solution.
The next practical step is to build the buyer-owned working model first and let supplier comparison follow it, not lead it. Define moisture tolerance, GSM, Cobb, and bulk targets. Name the test methods. Establish sampling rules. Get Procurement and QA to sign off together. Then—and only then—solicit quotes.
This is the Specification-True mindset: comparability before price, process control before purchase orders, and buyer ownership of the specification that determines whether the material will run.
For additional frameworks on toilet tissue sourcing methodology, explore the PaperIndex Academy. When the specification baseline is ready, browse toilet tissue parent roll suppliers to begin supplier discovery.
Disclaimer:
This article is for informational purposes only and does not constitute professional procurement, quality assurance, or legal advice. Technical specifications, test methods, and tolerance values discussed are illustrative; actual requirements vary by converting line, product program, and regional standards. Readers should consult qualified engineers, QA specialists, and legal counsel before implementing specification protocols or entering supplier agreements.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.