
📌 Key Takeaways
A supplier’s “greaseproof” claim means nothing without a TAPPI T 559 test result you can verify and enforce.
- Test Method Name or Nothing: If the test sheet doesn’t say “TAPPI T 559,” the grease resistance number can’t be compared to any other supplier’s claim.
- Match Sample to Shipment: The tested paper must match what you’ll actually receive—same weight, coating, and construction—or the result proves nothing.
- Set Minimums, Not Maximums: Pick the Kit Level that handles your greasiest item and longest hold time, then make that your pass/fail line.
- Flat Tests Miss Real Folds: Lab samples lie flat, but your wrappers get creased and compressed—add a buffer and test with actual food.
- Put It in the Contract: Write the test method name and minimum Kit Level into supplier agreements, or enforcement becomes a guessing game.
A clear threshold beats a vague promise—every time.
Procurement managers and QA professionals evaluating food packaging suppliers will find a ready-to-use verification framework here, preparing them for the detailed specifications that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The test sheet looks official. It’s still warm from the printer—7:43 a.m., fresh ink, a faint chemical smell. The supplier’s sales rep is waiting for your sign-off. The document shows Kit Level 6. You need to decide whether that number is sufficient for your new loaded fries menu item—a decision that requires understanding what a Kit Level actually measures.
This scenario plays out rather frequently in QA offices and procurement departments. The challenge is not accessing the data—it is knowing how to interpret it. A vendor test sheet is only useful if it changes a decision. Without a clear framework for reading TAPPI T 559 results, supplier switches happen based on vague “greaseproof” promises rather than evidence-based thresholds.
What TAPPI T 559 Actually Measures (and What It Does Not)
TAPPI T 559 is the industry standard test method for measuring grease resistance in paper and paperboard. Published by the Technical Association of the Pulp and Paper Industry (TAPPI), this test evaluates how effectively a paper surface repels oil-based substances. The test method applies a series of reagent solutions with progressively lower surface tensions to the paper surface, then records the highest-numbered solution that does not darken or penetrate the sheet within a specified time. The solutions are numbered 1 to 12; Kit 1 consists of 100% castor oil (highest surface tension), while higher numbers incorporate increasing ratios of toluene and heptane—reagents that lower surface tension to simulate more aggressive lipid penetration.
The result is expressed as a Kit Level—a number from 1 to 12. A Kit Level result is the highest numbered test solution the surface resists under the test method’s pass/fail criteria. Higher numbers indicate greater resistance to grease penetration. A Kit Level of 1 represents minimal grease resistance, while a Kit Level of 12 represents maximum resistance under the test conditions.
Why “Greaseproof” Claims Are Meaningless Without a Test Method-Named Result
A supplier describing their paper as “greaseproof” or “grease-resistant” without referencing TAPPI T 559 is not providing decision-grade information. The term “greaseproof” carries no standardized meaning. One manufacturer’s greaseproof wrapper might achieve Kit Level 4, while another’s achieves Kit Level 9. Both can legally use the same marketing language.
The practical implication is straightforward: if a supplier cannot provide a specific Kit Level score tested to TAPPI T 559, their grease resistance claim cannot be verified or compared against your operational requirements. The standard is also distributed through sources like the ANSI Standards Store.
Kit Level as a Repellency and Anti-Wicking Signal
Kit Level measures the paper’s ability to prevent oil from wicking into and through the sheet structure. This is distinct from GSM (grams per square meter), which strictly measures paper grammage (mass per unit area). While weight and thickness often correlate, they are not the same; thickness—or caliper—is an entirely separate measurement influenced by how densely the paper fibers are compressed. A heavy paper with poor surface treatment can fail grease resistance tests, while a lighter paper with effective fluorochemical or other barrier treatment can pass them.
Understanding this distinction prevents a common procurement error: specifying heavier paper when the actual requirement is better barrier performance. The menu-match matrix for food packaging paper provides a framework for mapping your specific menu items to the appropriate Kit Level thresholds.
What Kit Level does not settle on its own: it does not prove performance in your exact wrap, fold, print, glue, and hold-time conditions. That gap is why third-party testing guidance often treats kit-style results as a strong screening tool, then pushes end-use validation for real service conditions. Smithers’ overview on grease resistance testing reinforces this framing.
Kit Level also does not diagnose moisture or steam problems. Grease failure and steam-softening can look similar at the counter, but they have different root causes. For a focused separation of those failure modes, see poly-coated vs. uncoated: choosing the right barrier for hot & steamy foods.
How to Read a Supplier’s TAPPI T 559 Test Sheet in 6 Checks
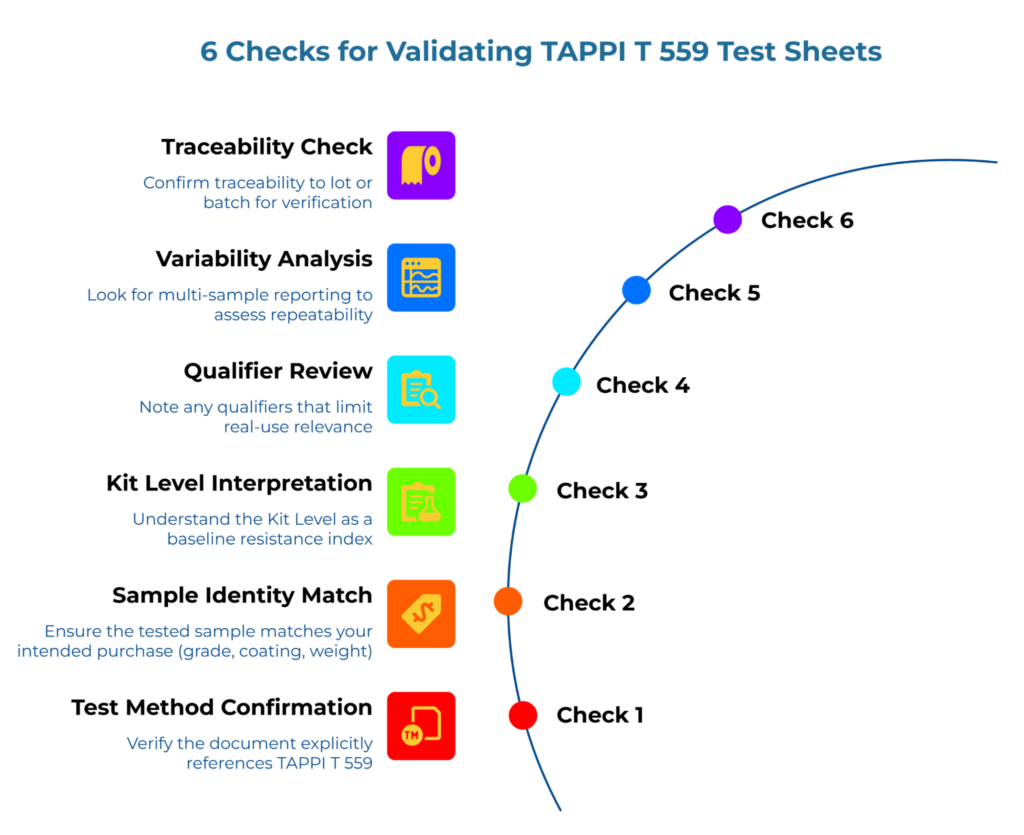
A TAPPI sheet can look technical while still being low-confidence. These six checkpoints filter out the most common “looks fine, fails later” situations before you accept results as valid for purchasing decisions.
Check 1: Confirm the Test Method Name and Revision
The document should explicitly reference “TAPPI T 559” or the equivalent designation. Some suppliers provide results from alternative test methods that may not correlate directly with TAPPI T 559 outcomes. If the test method name is absent or different, request clarification before proceeding.
Documentation lacking an explicit methodology reference should be downgraded to anecdotal evidence rather than technical specification.
Check 2: Verify Sample Identity Matches Your Intended Purchase
A test result is only as good as the sample definition. The test sheet should identify the specific grade, coating type, and basis weight of the tested sample. A test result for a 45 GSM poly-coated sheet does not validate the performance of a 38 GSM uncoated sheet from the same manufacturer.
Confirm that the report clearly identifies what will actually ship:
- Grade or product name
- Barrier or coating description (at least at a high level)
- Basis weight (g/m²) and construction
- Which side was tested (when sides are meaningfully different)
- Whether the sample is unprinted base stock or printed/converted material
If any of these are missing, it becomes difficult to defend a supplier switch based on the result—especially in multi-unit operations where a small mismatch becomes a chain reaction of service failures.
Check 3: Interpret the Reported Kit Level Number
The Kit Level indicates which numbered reagent solution the paper resisted. A Kit Level 6 means the paper passed tests with solutions 1 through 6 but failed at solution 7 or higher. Higher is not always necessary—the correct level depends on your specific food application.
Functionally, the Kit Level serves as a baseline resistance index rather than a guarantee of field performance. Its value comes from how it is used: as a minimum threshold for the riskiest product and the longest hold time, and as a reject/hold trigger when a lot fails to meet that minimum.
The goal is not to chase the highest number. The goal is to set Kit Level thresholds that prevent predictable failure.
Check 4: Note Any Qualifiers or Conditions That Limit Real-Use Relevance
Laboratory testing occurs under controlled conditions: flat samples, specific temperature, defined contact time. Your wrappers will be folded, creased, exposed to steam, and held against hot food for variable durations.
Scan the fine print. Common qualifiers include statements like “tested on base sheet,” “lab conditions,” or “single specimen.” None of these automatically disqualify the test, but they change how much confidence the number deserves.
Testing organizations such as Smithers recommend validating laboratory results against prototype or end-use conditions where possible. A kit result is strongest as a screening tool, and it is most reliable when paired with a short end-use validation.
Check 5: Look for Variability or Multi-Sample Reporting
A single-number result from one sample provides less confidence than results showing performance across multiple samples or production runs. A single Kit Level with no repeatability context can hide drift.
Prefer reports that show at least one of the following:
- Multiple specimens and a summarized result
- Multiple lots or production dates
- A stated internal QC practice for confirming the reported value
If the supplier reports only a single value, ask whether this represents a minimum, average, or typical result. This is not paperwork purity—it is how supplier compliance becomes measurable rather than being litigated post-failure.
Check 6: Check Traceability to Lot or Batch
Traceability is what turns a PDF into a control. Linking test results to specific production batches enables verification that future shipments match tested specifications. Look for a lot, reel, batch, or production identifier that can be tied to receiving records.
If the report cannot be connected to what arrives at your dock, it will be difficult to use it in a dispute or corrective action request later. That reality should influence the decision to switch suppliers.
Threshold Thinking: When a Kit Level Is “Enough” vs. a Predictable Failure
Kit Level thresholds function as minimum performance gates rather than optimization targets. The question is not “what is the highest Kit Level available?” but rather “what is the minimum Kit Level that prevents grease failure under our worst-case conditions?”
Map Your Greasiest Menu Items to a Minimum Kit Level
Start with your highest-grease, longest-hold-time menu items. A dry sandwich held for five minutes presents different demands than fried chicken held for twenty minutes in a warming drawer. The fried chicken scenario requires a higher Kit Level threshold because both grease load and contact time are elevated.
General threshold guidance based on food category:
- Dry baked goods, light pastries: Kit Level 1–4 typically sufficient
- Sandwiches with moderate sauce or cheese: Kit Level 4–6
- Burgers, grilled items with visible grease: Kit Level 6–8
- Fried foods, heavy fryer oil exposure: Kit Level 8–12
For detailed guidance on matching Kit Levels to specific fried items, see kit 3 vs. kit 7 food packaging paper: which kit level fits fried chicken, burgers, and sandwich wraps?
These ranges represent general principles. Your specific conditions—hold times, temperatures, wrapping geometry—may shift requirements in either direction. Grease load sets the baseline; heat and hold time move the minimum upward.
Common Pitfall: Flat-Sample Rating vs. Real Wrapping Geometry
TAPPI T 559 tests flat paper samples. Your wrappers experience folds, creases, and compression where the paper’s structure is mechanically stressed. These stress points can fail at lower grease loads than the flat-sample rating suggests.
Real packaging creates weak points: a sharp fold line that opens fibers, a compressed corner where oil pools, a seam where adhesive or printing changes the surface.
If your operation involves tight wrapping or folded configurations, consider specifying a Kit Level one to two points higher than the flat-sample minimum would suggest. That mismatch is why a short service simulation is a widely accepted practice in the field: wrap the real food the real way, hold it under the real conditions, and inspect the exact failure points that customers complain about.
The cost of skipping this step shows up as double-wrapping, waste, and brand damage—often across many stores before the issue is traced back to a specification mismatch. One short validation run prevents weeks of blame-cycling across stores. When wrappers fail under real service conditions despite meeting stated Kit Levels, the portion control via packaging guide addresses how better specifications reduce the double-wrapping waste that staff resort to when paper underperforms.
Decision Rule: Switch Suppliers Only When Required Thresholds Cannot Be Met
Supplier changes create transition costs. The decision to switch should be driven by evidence that the current supplier cannot consistently meet your defined Kit Level threshold—not by marginal differences or untested promises from competitors.
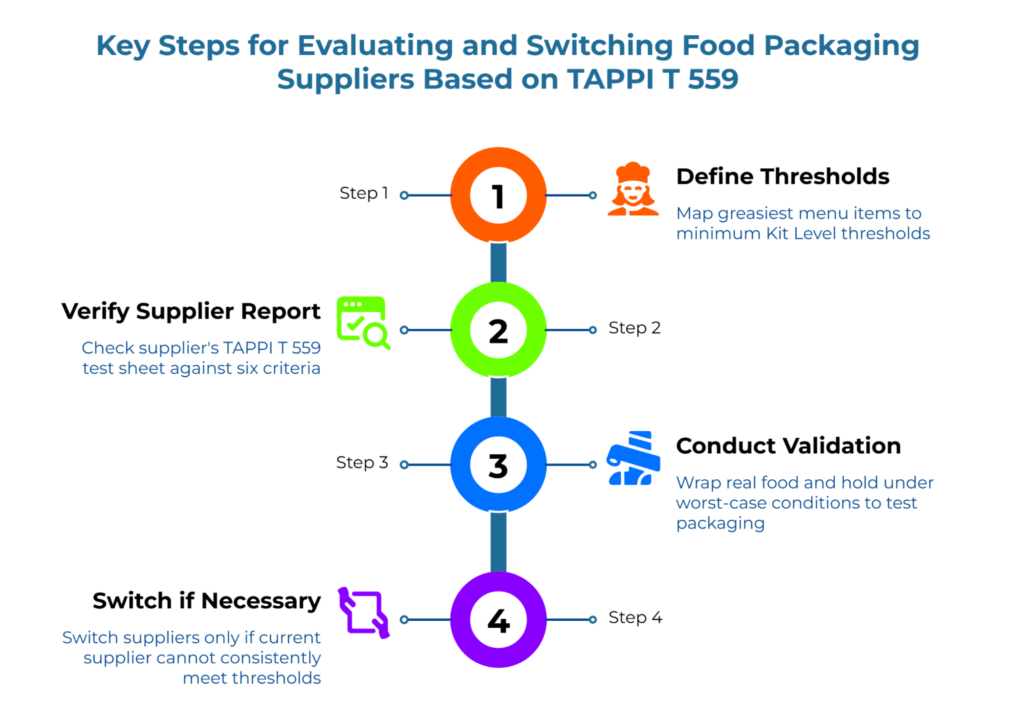
A defensible rule follows this sequence:
- Define the Kit Level thresholds tied to your worst-case item and hold time
- Confirm the supplier’s report passes the six checks above
- Run a short end-use validation focused on folds, corners, and hold time
- Switch only if the current supplier cannot meet the threshold consistently—or cannot document it in a way that supports enforcement
That is the line between “changing suppliers” and “changing risk.”
How to Turn TAPPI T 559 into an Enforceable Contract Requirement
Converting Kit Level requirements into supplier contracts creates accountability. A Kit Level is only a decision control when it is enforceable. That means writing the test method name and the minimum into vendor language that survives quoting, purchasing, and receiving.
Minimum Kit Level Clause
Contract language should include three elements: the test method, the minimum threshold, and the consequence of non-compliance.
Use this as a practical template (align with your internal legal review process):
Grease Resistance (Kit Test): Material shall meet a minimum Kit Level of [X] when tested in accordance with TAPPI T 559. Supplier shall provide documentation identifying the supplied grade/construction and the applicable lot or batch reference. Buyer reserves the right to reject any shipment that fails to meet this specification upon incoming inspection.
Two details matter most: the test method name stays in the clause (so the number stays comparable), and the threshold is written as a minimum (so it becomes a pass/fail control).
What Evidence to Request Before the First Bulk Order
Before committing to volume, request:
- A current TAPPI T 559 test report for the specific grade, coating, and basis weight you intend to purchase
- Clear sample identity (basis weight, coating/barrier description, tested side)
- Confirmation that the test was conducted by an accredited laboratory or using calibrated in-house equipment
- A test date and report identifier
- Any repeatability context (multiple specimens or multiple lots)
- Traceability information that can be tied to receiving records
- Sample material from the same production run for your own validation testing under actual service conditions
For food contact applications, also verify that materials meet applicable regulatory requirements. The recycled vs. virgin pulp guide addresses migration considerations when evaluating food-contact materials.
What to Re-Check When Suppliers Change Coatings or Processes
Coating formulations and manufacturing processes evolve. Any change can affect Kit Level performance—a risk explored in depth in why food-safe labels fail: how compliance decay happens in food-grade packaging paper. Build a change notification requirement into your contract:
Change Notification: Supplier shall notify Buyer in writing at least 30 days prior to any change in raw materials, coating formulation, or manufacturing process that may affect grease resistance performance. Supplier shall provide updated TAPPI T 559 test results for Buyer approval before shipping reformulated product.
Third-party lab guidance supports this “screen, then validate” mindset, especially when packaging must perform in real service conditions rather than a flat lab sample. IPS Testing’s overview of TAPPI T 559 kit testing provides additional context.
TAPPI T 559 Quick-Reference Guide: Kit Levels 1–12 and Food Applications
The following table maps Kit Level ranges to typical food service applications. Use this as a starting point, then adjust based on your specific hold times, temperatures, and wrapping configurations. These are illustrative examples, not universal guarantees—real menu chemistry and converting conditions can change outcomes.
| Kit Level | Typical Food Applications | Risk Notes |
| 1 | Dry bakery items, bread sleeves | Any butter/oil contact can stain quickly |
| 2 | Dry pastries, low-fat snacks | Warm oils migrate faster than expected |
| 3 | Lightly buttered items | Corners and fold lines often fail first |
| 4 | Sandwich wraps with limited grease | Sauces and long holds can overwhelm “mid” ratings |
| 5 | Burgers with moderate grease control | Compression under stacked orders increases risk |
| 6 | “Borderline” items and short holds | This is where real hold time decides success or failure |
| 7 | Fried items with controlled oil load | Grease pooling at folds becomes the dominant failure mode |
| 8–9 | High-grease fried foods, extended holds | Longer holds, heat lamps, and delivery staging raise the minimum; validate seams and corners |
| 10 | Specialty high-oil exposure applications | Often unnecessary unless the menu is truly aggressive |
| 11 | Specialized use cases | Confirm the problem is grease, not steam or condensation |
| 12 | Extreme grease exposure scenarios | Over-specifying can add cost without reducing real failure if the root cause is moisture |
For a comprehensive breakdown of Kit Levels 1–12 with expanded application guidance, see food packaging paper kit levels 1–12: an easy-to-understand guide to grease resistance.
How to Use This Table
1. Identify your highest-grease menu item and its typical hold time. This represents your worst-case scenario.
2. Locate the corresponding Kit Level range in the table. This becomes your minimum specification.
3. Apply a one-to-two point buffer if your wrapping involves tight folds, extended warming drawer holds, or delivery transit times.
4. Validate supplier samples against your actual menu items before finalizing specifications.
If the table feels too general, that is the point—it is a translation layer. The real decision lives in Kit Level thresholds written for the greasiest item, the longest hold, and the most punishing wrap geometry.
Quick Decision Checklist: Supplier Switch in Under 90 Seconds
Copy this into your sourcing notes for rapid evaluation:
- Verify the documentation explicitly cites TAPPI T 559
- Ensure the specimen specifications (grade, barrier, g/m²) align with the intended SKU
- Record the reported Kit Level as the candidate value
- Define your Kit Level threshold from the greasiest item + worst hold time
- Validate folds and corners with a short service trial
- Put the minimum threshold and test method name into supplier requirements
A clean threshold beats a vague promise. Every time.
Frequently Asked Questions
What is TAPPI T 559 (kit test) in plain English?
TAPPI T 559 is a standardized laboratory test that measures how well paper resists grease penetration. The test applies oil-based solutions of increasing strength to paper samples and records the highest solution number the paper repels. That number, called the Kit Level, ranges from 1 (minimal resistance) to 12 (maximum resistance).
Is Kit Level the same as GSM?
No. GSM (grams per square meter) measures paper weight and thickness. Kit Level measures grease resistance, which depends on surface treatment rather than paper weight. A lighter paper with effective barrier coating can achieve a higher Kit Level than a heavier paper without barrier treatment. A heavier sheet can still fail grease resistance if the barrier chemistry and surface treatment are misaligned to the menu conditions.
What Kit Level is “enough” for fried foods with longer hold time?
For fried foods held 15–20 minutes or longer, Kit Level 8–10 typically provides adequate protection. If hold times extend beyond 20 minutes or wrapping involves tight folds, consider Kit Level 10–12. There is no single universal number—the common approach is to treat the quick-reference table as a starting point, then set thresholds using the greasiest fried item, the longest hold, and the tightest wrap geometry. Always validate with actual menu items under your service conditions.
What must be written into a vendor contract for Kit Level compliance?
Contract language should specify three elements: the test method (TAPPI T 559), the minimum Kit Level threshold, and remedies for non-compliance such as rejection rights or replacement obligations. Include a change notification clause requiring the supplier to provide updated test results before shipping reformulated product. Without both the test method name and minimum threshold, enforcement becomes subjective and tends to collapse into post-failure negotiation.
Next Steps
With a clear understanding of TAPPI T 559 and Kit Level thresholds, the next action is applying this knowledge to your specific supplier relationships. Review your current specifications against the thresholds outlined here. Request TAPPI T 559 documentation from existing suppliers if not already on file.
For new supplier discovery, find suppliers of food packaging paper or submit an RFQ to receive quotes from verified suppliers.
Disclaimer:
This article is for educational purposes only and does not constitute regulatory or professional engineering advice. Always confirm requirements with the relevant regulator, certifier, and your supplier documentation.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.