📌 Key Takeaways
A kraft paper roll can match the quoted grade and still cause breaks, waste, and downtime if buyers skip roll condition, winding, splices, edges, packaging, and documentation checks.
- Grade Names Hide Real Differences: Two suppliers quoting the same grade and GSM can deliver rolls with very different winding, edges, and splice practices — inspect the actual roll, not just the specification sheet.
- Check Rolls Before They Hit the Line: Photograph damage on arrival, verify labels and dimensions, and separate suspect rolls — early evidence is the foundation of any supplier claim.
- Demand Splice Transparency Up Front: Require suppliers to state maximum splice count per roll, mark each splice visibly, and include splice details in roll documentation before shipping.
- Connect Production Data to Purchasing: Track break frequency, waste, trimming, and downtime by supplier and lot — without this feedback loop, underperforming suppliers keep winning on price alone.
- Packaging Decides Whether Good Paper Arrives Usable: For global purchases, confirm moisture protection, end caps, and readable labels — a sound roll wrapped poorly becomes expensive scrap after transit.
The cheapest roll on the invoice is rarely the cheapest roll on the production floor.
Small converting teams sourcing kraft paper parent rolls globally will find a ready-to-use inspection and buying framework here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Seven rolls in. The converting line jams again.
The operator pulls another torn edge from the unwind stand, peels back damaged outer layers, and radios the floor supervisor. Meanwhile, the procurement file shows the purchase order was technically correct — right grade name, right GSM, competitive price. So why does every second roll from this shipment fight the machine?
For small converters buying kraft paper jumbo rolls globally, this gap between what the purchase order says and what the production floor experiences is a frequent operational bottleneck. Procurement compares grade names and unit prices. Production deals with web breaks, unstable unwinding, unmarked splices, and customer complaints. The disconnect costs more than any per-tonne saving.
The cheapest roll is not always the lowest-cost roll. A low invoice price can disappear through web breaks, extra trimming, slow running, operator intervention, rejected output, and supplier disputes. A structured quality checklist — applied before purchase, during receiving, and after production feedback — connects buying criteria to converting performance, even without a full testing lab. What follows is a practical framework for exactly that.
Why Kraft Paper Parent Roll Quality Matters More Than the Grade Name
A grade name describes a category; it does not describe the physical roll sitting on the unwind stand. Two suppliers quoting the same grade, GSM, and burst factor can deliver rolls with meaningfully different winding tension, edge quality, splice practices, packaging, and documentation.
In production, a roll has to unwind consistently, run without excessive breaks, produce uniform output, and survive handling and storage. These outcomes depend on roll presentation quality — a dimension that grade name and paper properties alone do not capture.
When a buyer selects a lower-priced kraft roll based on GSM and burst factor, and production later reports more web breaks, the root cause may not be the quoted grade. Edge damage during transit, poor winding, hidden internal defects, or inconsistent roll-to-roll quality could all contribute. The distinction between paper properties (grammage, tensile, burst) and roll presentation quality (winding, edges, splices, packaging, documentation) is where many buying decisions often fall short.
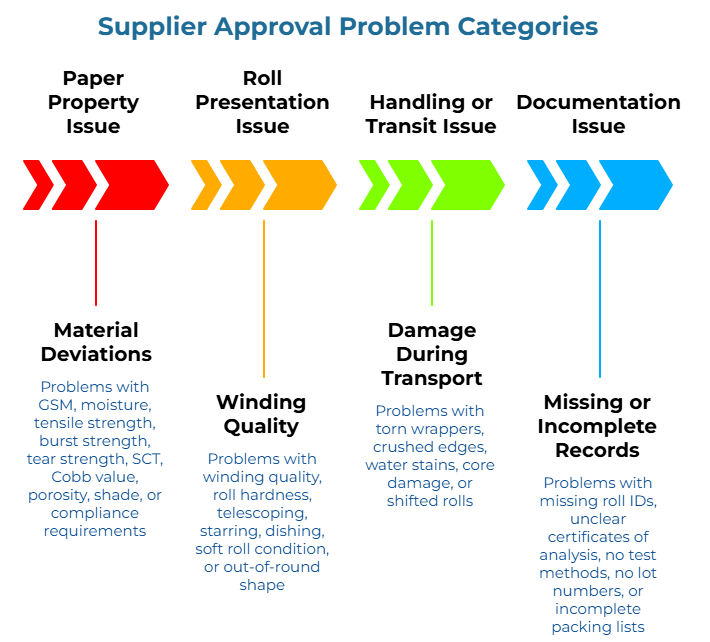
Before approving a new supplier — especially through global sourcing — small converters should separate the problem type. A paper property issue involves deviations in GSM, moisture, tensile strength, burst strength, tear strength, SCT, Cobb value, porosity, shade, or compliance requirements. A roll presentation issue covers winding quality, roll hardness, telescoping, starring, dishing, soft roll condition, or out-of-round shape. A handling or transit issue shows up as torn wrappers, crushed edges, water stains, core damage, or shifted rolls. A documentation issue means missing roll IDs, unclear certificates of analysis, no test methods, no lot numbers, or incomplete packing lists.
This simple diagnosis prevents a familiar cycle: production blames procurement, procurement blames the supplier, and the supplier asks for evidence nobody captured.
Production feedback should be part of every supplier evaluation. Without it, procurement may continue selecting suppliers that look favourable on paper but perform poorly on the line. Clearer technical documentation ensures procurement and production speak the same language.
The Parent Roll Quality Checklist: What to Inspect Before Production
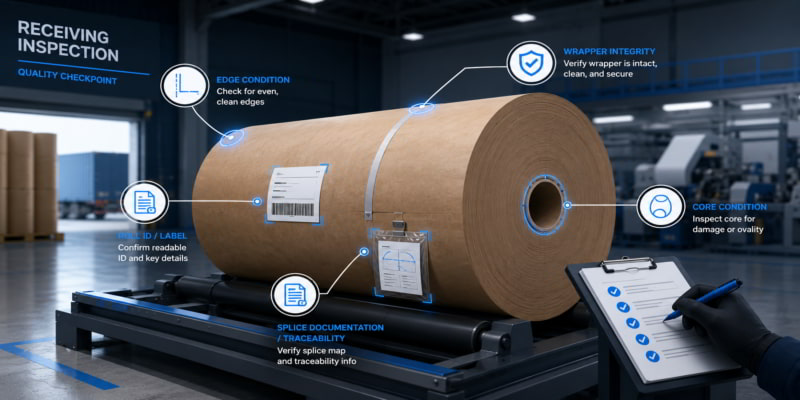
- Roll Condition on Arrival
Before a roll reaches the machine, receiving teams should assess visible conditions. Is the roll round, stable, and free from visible deformation? Look for crushed areas, flat spots, gouges, punctures, dents, and water stains. Confirm the wrapper is intact and that roll IDs and labels are readable. Verify the roll matches the order — grade, GSM, width, diameter, core size, quantity, and supplier lot.
A few scuffs on the outer wrapper may be acceptable if the roll edge, core, label, and paper are unaffected. A torn wrapper with water staining near the edge is risky. That roll should be photographed, separated, and reviewed before release to production.
Visible damage creates avoidable waste before production even begins. Damaged outer layers may need trimming or outright rejection, and deformation can affect unwind stability. For converters tracing damage to specific handling steps, preventing damage before production starts documents the five or more handoff points where edge, wrap, and clamp damage typically occur.
Capture evidence early: photograph rolls before unloading where possible, again after unloading and before wrapper removal, and record roll labels, damage location, approximate depth, and delivery note details. This evidence becomes critical if a claim needs to be raised later — a supplier-actionable claim needs facts, not frustration. For a more comprehensive receiving protocol, consult standard testing protocols to verify brown paper quality upon arrival.
- Winding Quality and Roll Structure
Roll structure affects unwind behaviour, and this is one of the highest-impact areas for converters. Valmet notes that rolls need enough hardness to avoid loose cores, baggy rolls, telescoping, dishing, and out-of-round profiles — but not so hard that they create defects such as starring, tension bursts, shear bursts, or core crushing. TAPPI’s roll and web defect guide is also useful for standardising terminology around paper, paperboard, and converting defects.
Check whether the roll feels unusually soft, loose, or structurally unstable. Are the sides flat and even, or do they show dishing or telescoping? Look for starring, corrugation, rope marks, tension bursts, or internal distortion. Where possible, evaluate whether the roll unwinds smoothly during trial runs.
For small converters without hardness profiling equipment, practical alternatives include visual inspection of roll ends, checking for telescoping and starring, recording operator feedback during unwind, and comparing problematic rolls against good-running rolls from the same or previous suppliers. A practical comparison works well: place one poor-running roll beside one good-running roll from the same supplier, another supplier, or an earlier shipment. The difference often teaches more than a generic specification sheet. Visual inspection does not catch all winding defects — some internal roll structure issues only become apparent during unwinding.
- Splice Quality and Splice Marking
Splices are not automatically unacceptable. But unmanaged splices create planning and production problems. An unmarked splice reaching the converting machine mid-run can stop the line, force output sorting, and generate customer complaints.
Define splice expectations before ordering. Ask suppliers to state the maximum splice count per roll, the splice marking method, whether spliced rolls are identified separately, and whether splice count is included in roll documentation. Splice materials should be compatible with the converter’s process, and splices should be strong enough to pass through unwinding and converting equipment without breaking.
Useful RFQ language is direct: “Supplier must disclose maximum splice count per roll and mark each splice visibly on the roll edge or wrapper.” To build a more detailed RFQ, converters can refer to this structural guide on writing the perfect request for quotation.
- Edge Quality, Slitting, and Roll Width Consistency
The web edge is often where breaks begin and trimming waste increases. Inspect for crushed, wavy, nicked, feathered, or uneven edges. Confirm the roll width is within the agreed tolerance and that both sides are aligned without telescoping. Check for dust, debris, or loose fibres from poor slitting.
A roll with minor-looking edge damage may still force extra trimming or increase web-break risk at speed. The commercial issue extends beyond the damaged paper — it includes lost yield, slower run speed, and operator intervention. Crushed edges across multiple rolls from the same shipment suggest a bigger issue — that pattern should be documented by roll ID and supplier lot and raised with the supplier.
Do not invent universal width tolerances. The right tolerance depends on application, machine setup, customer requirements, and supplier agreement. Put the tolerance in the PO before shipment. Verify the core fit against existing equipment specifications before the run begins.
- Packaging, Moisture Protection, and Shipping Readiness
For converters buying globally, packaging determines whether the roll arrives usable. Long transit routes, port handling, container conditions, and warehouse storage all introduce risk. Confirm the roll is fully wrapped and moisture-protected, that roll ends and cores are protected, that supports suit the roll size and weight, and that labels remain readable after transport. Look for signs of water exposure, condensation, staining, or mold risk.
A container arriving with rolls showing torn wrappers and crushed edges is a familiar scenario. If receiving acceptance without photographic evidence, supplier recovery becomes difficult.
For global purchases, buyers should understand where responsibility for cost, risk, freight, and insurance transfers. The ICC publishes Incoterms® 2020, and the International Trade Administration explains how these terms define buyer and seller responsibilities. Incoterms clarify commercial responsibility — they do not define roll acceptance criteria, packaging quality, or documentation standards unless those are written into the purchase terms. Buyers evaluating international offers should also review how Incoterms apply specifically to paper procurement.
- Documentation and Traceability
Without roll-level traceability, a converter may know a shipment caused problems but cannot isolate the issue by lot, roll, or supplier batch. Request commercial invoices, packing lists, mill test certificates or certificates of analysis, roll lists with IDs, grade details, splice declarations, test method references, and any agreed nonconformance procedure.
The certificate of analysis should identify test methods when reporting technical values. A value without a method is harder to compare across suppliers. This matters for grammage, moisture, tensile strength, burst strength, tear strength, SCT, Cobb value, and other application-specific properties.
A useful PO clause is simple: “Each roll must carry a readable roll ID linked to supplier lot, reel, and test documentation.” For a comprehensive set of enforceable clauses covering acceptance windows, remedies, and audit rights, review specific contract terms designed to protect against off-specification deliveries. Without that link, a converter may know a shipment caused trouble but still be unable to isolate the roll, lot, or production batch.
For converters handling global orders, standard export documentation generally provides a field-by-field checklist. To take a deeper approach to specifications, learn how to define and enforce technical requirements.
Paper Properties: What to Verify With Testing or Supplier Evidence
Visual inspection cannot replace property testing. Small converters should distinguish between what can be inspected physically and what requires supplier documentation or third-party lab testing.
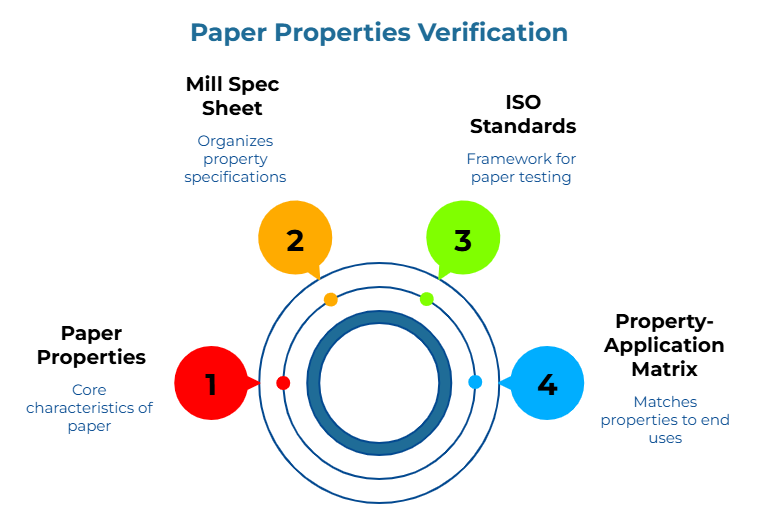
Depending on application, buyers may need to verify grammage, moisture, tensile strength, burst strength, tear strength, short-span compression, Cobb value, porosity, coefficient of friction, shade, and recycled versus virgin content — a structured mill specification sheet helps organise these parameters with targets, tolerances, and test methods. Food-contact, sustainability, or chemical compliance requirements apply in certain end uses.
ISO/TC 6 covers the broader framework of paper and board standards, including terminology, sampling procedures, test methods, product and quality specifications, calibration systems, and machine safety. ISO 186 defines the sampling procedures for determining the average quality of a lot—essential for objective dispute resolution. ISO 536 covers grammage determination (reviewed and confirmed in 2025). ISO 1924-2 covers tensile properties, and ISO 9895 covers short-span compressive strength for papers and boards used in containers and boxes.
Exact property values depend on the converter’s application, not a generic article. Kraft paper for bags, wrapping, interleaving, corrugation, lamination, coating, printing, and protective packaging each demand different performance criteria. Using a property-application match matrix provides a quick, one-glance guide for aligning specifications with end-use.
Evaluating Suppliers and Connecting Roll Quality to Converting Performance
Supplier evaluation should be commercially practical, not just technical. A supplier should be evaluated before the container is booked, not after the line stops. Ask pointed questions: What defects are grounds for rejection? What are standard tolerances for width, diameter, core, and GSM? What test methods are used? Can the supplier provide roll-level documentation and pre-shipment photos? How are claims handled? Can trial rolls be supplied before a full container order?
Start with a written RFQ that defines roll and documentation expectations — the guide on anatomy of a perfect kraft paper RFQ provides a step-by-step framework. Run a small trial order where possible. Compare supplier claims against actual production performance. Build a supplier scorecard based on quality consistency, documentation accuracy, claims resolution, delivery reliability, packaging condition, and converting performance.
A roll should not only be evaluated at receipt. Its real value is proven during production. Practical performance indicators — break frequency by supplier or lot, waste per roll, extra trimming, run speed versus normal, downtime linked to roll issues, and finished product complaints — turn anecdotal feedback into structured supplier comparison. Treat these as operational metrics specific to each plant, not universal benchmarks. If two suppliers look similar in price, the cleaner-running roll usually deserves serious attention.
To evaluate kraft paper jumbo roll suppliers or browse listings from kraft paper producers, PaperIndex connects buyers with a global supplier base across the pulp and paper industry.
Receiving Inspection: A Simple Workflow
A consistent receiving workflow helps small converter teams catch problems before they reach production. Check delivery documents against the purchase order. Inspect the truck or container before unloading. Photograph visible damage before moving rolls. Verify labels, roll IDs, width, core size, and quantity. Inspect wrappers, edges, roll ends, core condition, and roundness. Separate suspect rolls and record observations. Notify procurement and the supplier quickly if defects are found. Track each roll’s production performance and feed data back into supplier evaluation.
A one-page receiving form — capturing date, supplier, PO number, roll ID, grade, width, visible damage, edge condition, core condition, wrapper condition, splice information, photos taken, acceptance status, and production notes — standardises this process.
That form is not bureaucracy. It serves as primary evidence for commercial claims.
For converters refining their storage practices after receiving, storage and conditioning for kraft reels covers moisture stabilisation and handling best practices.
Common Mistakes Buyers Should Avoid
Buying by grade name alone. Similar grade names can hide differences in test methods, tolerances, winding, packaging, and roll presentation.
Treating price per tonne as the full cost. Waste, downtime, trimming, slower speeds, claims, and customer complaints can erase the savings — understanding how basis weight, burst, and Cobb shape real cost helps quantify where specification gaps create hidden expenses.
Ignoring packaging. A good roll can become a poor input through moisture, handling, or transit damage.
Accepting vague splice rules. Splices should be limited, marked, and documented.
Separating procurement from production feedback. If buyers never review converting performance, weak suppliers keep winning on paper.
Assuming imported rolls are always risky. The better principle is that global buying needs clearer specifications, packaging expectations, shipping terms, documentation, and receiving discipline.
Frequently Asked Questions
Why can a kraft paper roll meet the quoted grade but still perform poorly?
Converting performance depends on more than grade name. Winding quality, roll structure, edge condition, splices, moisture exposure, packaging damage, and roll-to-roll consistency can all affect production outcomes independently of the quoted paper properties.
What should small converters check before buying kraft paper parent rolls?
Check supplier specifications, splice limits, splice marking, packaging method, documentation, test methods, width and core requirements, and claim procedures. Ask for roll photos, certificates of analysis where applicable, and trial rolls before larger orders.
How can roll quality be inspected without a lab?
Start with receiving inspection: roll condition, wrapper integrity, edge quality, core condition, roundness, labels, and visible signs of moisture or deformation. For paper properties — GSM, tensile, burst, moisture, and short-span compression — request supplier documentation or third-party testing.
Are splices in kraft paper rolls acceptable?
Splices may be acceptable if the application and supplier agreement allow them. They should be limited, clearly marked, and documented before production.
What documents should accompany kraft paper parent rolls?
Common documents include commercial invoices, packing lists, roll lists with IDs, certificates of analysis, grade details, and agreed property values. Import documents vary by country and transaction terms.
What is the role of Incoterms in buying paper rolls globally?
Incoterms® 2020, published by the ICC, clarify responsibilities for cost, risk, freight, and insurance. They do not replace technical roll quality specifications or acceptance criteria. Buyers still need written quality and packaging requirements regardless of which Incoterm governs the shipment.
Disclaimer:
This article is for educational and informational purposes only. It does not constitute professional, legal, or technical advice and is not a substitute for formal testing, supplier qualification, or contractual specifications. Acceptable quality parameters, tolerances, and compliance requirements vary by application, jurisdiction, and commercial agreement. Readers should verify all technical claims against applicable standards, supplier specifications, and local regulations before making purchasing or production decisions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.