
📌 Key Takeaways
Separate sourcing of boxes and cushioning creates accountability gaps where damage failures have no single contractual owner.
- Unified Spec Architecture Prevents Failures: A Master Protection Spec with three exhibits (cushioning, box, validation) establishes single-source accountability for protection performance.
- Method-Named Tests Make Specs Enforceable: Citing ISTA, ASTM, or ISO test procedures with version years transforms vague protection requirements into objective contract obligations.
- Golden Sample Pack-Out Controls Configuration Drift: A photographed, retained reference configuration prevents unauthorized changes and provides objective verification at receiving.
- Change Control Prevents Silent Downgrades: Material substitutions, tooling changes, or site moves trigger mandatory re-approval and revalidation through Exhibit C rules.
- Evidence Packages Replace Supplier Promises: Controlled drawings with revision IDs, test reports, and traceability identifiers enable procurement to verify rather than trust claims.
Governance beats better materials—enforceability requires documented gates, not upgraded components.
Procurement and packaging engineering teams managing electronics or appliances packaging will gain contract-ready frameworks here, preparing them for the detailed implementation checklist that follows.
Separate purchases create shared failures.The procurement team issues a purchase order for corrugated boxes. Engineering specifies foam inserts from a different supplier. Both components arrive on schedule and pass incoming inspection. Yet damaged units still appear at the customer’s dock—and the post-mortem reveals a familiar pattern of hidden damage costs: the box met its ECT rating, the cushioning matched its density spec, but no single document governed how they performed together under real distribution stress.
This scenario plays out whenever protective packaging components are sourced as independent line items rather than as an integrated protection system. The gap appears at the interfaces—product-to-insert fit, insert-to-box restraint, handling shock assumptions—where neither contract assigns accountability.
Technical vulnerability stems from inconsistent verification. A protection outcome has one scoreboard—damage prevention—but multiple functions claim ownership: packaging engineering owns design intent and validation logic, procurement owns contract structure and enforceability, quality and receiving own gatekeeping and records, and suppliers own manufacturing stability and change discipline. When cushioning is bought as a generic component, the system becomes vulnerable to “equivalency” claims that cannot be proven or rejected at receiving.
In the context of this strategy, high-spec cushioning refers to engineered protective inserts governed by documented performance requirements, named test methods, and measurable acceptance criteria that travel through the entire sourcing workflow. With a contract-first approach, procurement and packaging engineering teams can convert cushioning from an ad-hoc purchase into an enforceable specification—complete with validation evidence, receiving gates, and change control.
This gate-based mindset aligns with the broader approach of embedding verification into sourcing workflows: requirements become real when they are carried across the procurement timeline as controlled artifacts, not informal expectations.
Why “Box Spec + Insert Purchase” Fails as a Protection Strategy
The traditional approach treats boxes and cushioning as separate commodities. Procurement negotiates containerboard specifications from corrugated box suppliers using method-named strength tests. Engineering selects cushioning based on fragility curves. Each discipline optimizes its component—but no unified document governs protection performance.
Three failure patterns emerge. First, accountability gaps at the interface: when damage occurs, each supplier points to their specification compliance while neither contract defines the combined system’s obligation. Second, specifications drift at the boundaries: contracts govern dimensions and materials but not protection outcomes, allowing subtle changes to erode protection without triggering review. Third, validation evidence that doesn’t travel: engineering may conduct drop tests during development, but that evidence rarely appears in procurement documents governing ongoing supply.
Disputes usually start when one of these elements is missing: a method-named requirement instead of vague descriptors like “durable” or “protective,” a controlled reference pack-out configuration, a receiving gate that can objectively hold or reject deliveries, or a change-control pathway that prevents silent drift.
The solution isn’t better materials. It’s governance—method-named tests, acceptance criteria, evidence requirements, and change control inside the sourcing contract.
Define “High-Spec Cushioning” in Procurement Terms
Translating engineering intent into contractable terms requires three categories of definition.
Performance intent specifies what failures the cushioning must prevent: product breakage, cosmetic damage, component shift, or functional degradation. Each carries different commercial consequences, and the contract should specify which failures constitute nonconformance.
Functional requirements translate engineering properties into verifiable terms: restraint (holding the product in position), energy absorption (attenuating shocks below fragility thresholds), recovery (returning to functional dimensions after compression), and pack-out consistency (matching the defined configuration without variation).
Material and geometry requirements
Procurement specs are most enforceable when they avoid brand names unless unavoidable. High-spec cushioning definitions typically include material identity—category or type with minimum characteristics expressed in measurable terms—and geometry and fit defined through controlled drawings with critical dimensions and tolerances. Observable defect criteria should specify unacceptable conditions such as cracks, voids, delamination, or severe warpage.
Pack-out definition must detail product orientation, insert placement sequence, void fill usage if applicable, carton selection, and closure method. When sourcing corrugated boxes for electronics and appliances, seemingly minor fit changes can alter load paths during drops or top-load events, creating failure modes that weren’t present in the validated configuration.
Performance requirements tied to test methods
A requirement becomes enforceable when it is method-named—the contract points to a recognized test framework and a controlled configuration. High-authority references commonly used for packaged-product and distribution testing include:
- ISTA test procedures offering protocols from basic integrity tests to comprehensive performance simulations
- ASTM D4169 (Standard Practice for Performance Testing of Shipping Containers and Systems), which provides a framework for distribution cycle testing simulating handling, stacking, and vehicle vibration
- ASTM D5276 (Standard Test Method for Drop Test of Loaded Containers by Free Fall) specifying drop testing procedures for loaded containers
- ISO 2248 offering an international standard for vertical impact drop tests
The contract should cite the specific procedure designation, version year, and any conditioning requirements.
Evidence package: what suppliers must submit
A practical baseline evidence package often includes controlled drawings and revision IDs for inserts and pack-out, material declarations aligned to the agreed requirements, test plan plus test report aligned to the chosen method, pack-out photos and a bill of materials for the validated configuration, and traceability identifiers such as lot, batch, and relevant manufacturing identifiers—see seven questions to ask a new supplier for verification techniques that force proof.
When sustainability certifications are required, buyers should verify certificate authenticity and scope using the visual screening methods that distinguish real certificates from fraudulent ones.
Documentation artifacts give procurement the ability to request, verify, and reference specifications in contracts. These include engineering drawings with revision IDs, bills of materials listing foam types and densities, tolerance stack analysis, pack-out instructions, and revision control logs.
The Total Protection Strategy: One Workflow, One Spec Architecture
Integrating cushioning into sourcing contracts requires a unified specification architecture. A complete protection stack includes four interdependent elements: the box (containment and stacking strength), the cushioning (shock absorption and restraint), the pack-out method (assembly configuration), and handling assumptions (the distribution environment the system must survive).
Structure the contract around a Master Protection Specification that references detailed exhibits:
- Master Spec: Names the product, states the protection performance requirement, references governing exhibits, establishes change control
- Exhibit A (Cushioning): Insert design, materials, tolerances, pack-out method
- Exhibit B (Box): Board combination, strength requirements with test method citations, dimensions
- Exhibit C (Validation & Acceptance): Test methods, pass/fail criteria, receiving inspection checklist
This hierarchy ensures cushioning specs, box specs, and validation requirements exist within a single contractual framework.
The Spec Hierarchy: Master Protection Spec + Exhibits A/B/C
Master Protection Spec (one-page control document)
Purpose: a single source of truth that prevents split ownership. Typical fields include product or shipping unit definition, distribution assumptions at high level, referenced exhibits with revision IDs, ownership map indicating who owns which gate, and change-control policy reference pointing to Exhibit C triggers.
Exhibit A: Cushioning (engineered inserts specification)
Purpose: define cushioning in measurable, receivable terms. Includes drawings with critical dimensions and tolerances, material identity requirements using non-brand measurable descriptors, pack-out work instruction with photos and sequence, and golden sample pack-out reference with retention rules.
Exhibit B: Box (corrugated specification)
Purpose: treat the box like a method-named spec, not a commodity—whether sourcing from corrugated box manufacturers or distributors. For box-strength literacy and translating test language into real-world constraints, reference technical guides detailing how Containerboard ECT (Edge Crush Test), RCT (Ring Crush Test), and SCT (Short Span Compression Test) translate to real-world box strength. Includes box style with dimensions and print constraints if relevant, board and strength requirements expressed in procurement-ready terms, and closure method assumptions if they affect performance.
Exhibit C: Validation & Acceptance (tests, pass/fail, receiving gates, change triggers)
Purpose: lock the enforcement layer. Includes method-named validation approach using ISTA, ASTM, or ISO standards as applicable, acceptance criteria and documentation requirements, receiving checklist with hold and reject triggers, and change-control trigger rules defining when re-approval and revalidation are required.
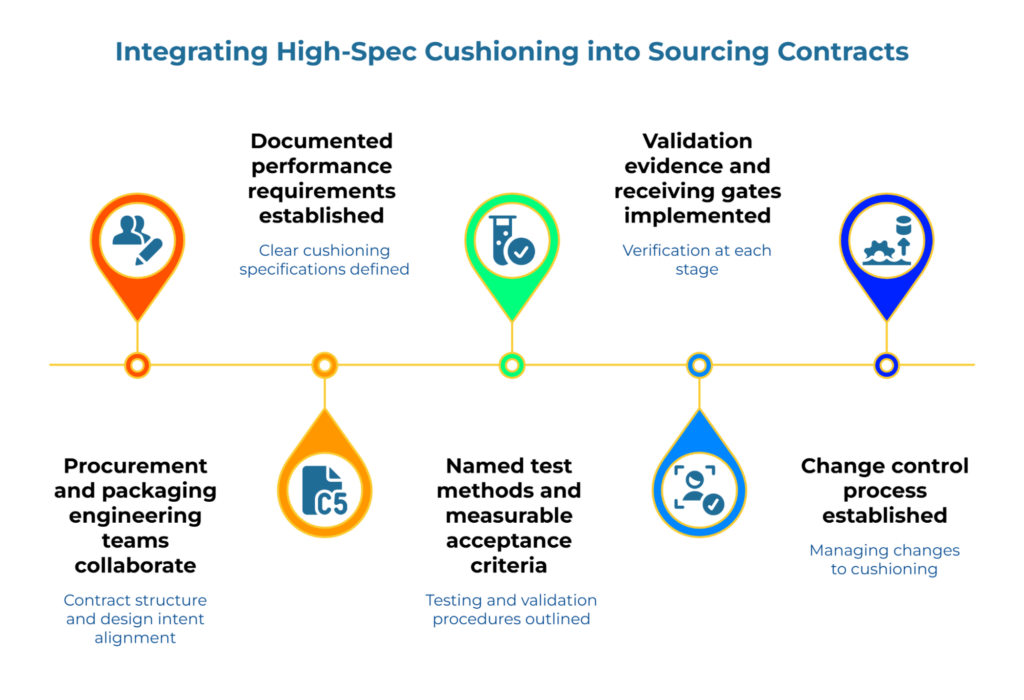
Sourcing Integration Roadmap: RFQ to Receiving
The contract-first total protection strategy builds a single protection standard that travels through RFQ, approval, validation, acceptance, and change control. Each stage requires documented handoffs and clear ownership.
RFQ Gate (Owner: Procurement + Packaging Engineering)
Documents handed off: Master Protection Spec as control document with revision ID, Exhibit A as cushioning spec package with revision ID, Exhibit B as box spec package with revision ID, and Exhibit C as validation and acceptance plan with revision ID.
Samples Gate (Owner: Packaging Engineering + Supplier) for guidance on strategic corrugated box sourcing workflows, see the full RFQ framework
Documents and controls: Golden sample pack-out retained with revision ID, pack-out work instruction including photos and sequence, and sample traceability record capturing lot, site, and tooling ID where relevant.
Validation Gate (Owner: Packaging Engineering + Lab/Supplier as defined)
Documents and controls: Method-named test plan and configuration record, test report with deviations log if any, and pass/fail conclusion tied to Exhibit C criteria.
Contract Gate (Owner: Procurement)
Documents and controls: Contract incorporates Exhibits A, B, and C by reference with revision ID and effective date, substitution and change-control clause links to Exhibit C trigger rules, and records retention plus traceability commitments.
Receiving Gate (Owner: QC/Receiving)
Documents and controls: Receiving checklist per Exhibit C, quarantine and NCR workflow triggers, and receiving record capture including revision and lot/batch information.
NCR/CAPA Gate (Owner: Quality + Supplier)
Documents and controls: NCR record with evidence pack including photos, measurements, and lot IDs, plus CAPA plan with verification steps and due dates.
Change Control Gate (Owner: Procurement + Packaging Engineering)
Documents and controls: Change request form with comparability evidence, and re-approval and revalidation decisions per Exhibit C triggers.
This roadmap is consistent with the integrated protective layers concept in broader protection guidance: the total protection protocol: integrating moisture & physical defense for paper imports. While that article focuses on paper imports, the integration principle is transferable—control the system across the lifecycle.
Validation: Name the Test Method or the Spec Is Not Enforceable
Vague contract language like ‘adequate protection’ invites disputes. Enforceable validation requires explicit method citations from recognized standards bodies—the same principle applies when defining corrugated box specifications, where vague terms like ‘strong’ must be replaced with measurable flute and wall type requirements.
Complete validation clauses must include test method citation with version year, conditioning requirements, test sequence, explicit pass/fail criteria, sample size logic per organizational policy, and documentation requirements including test report format and data retention period.
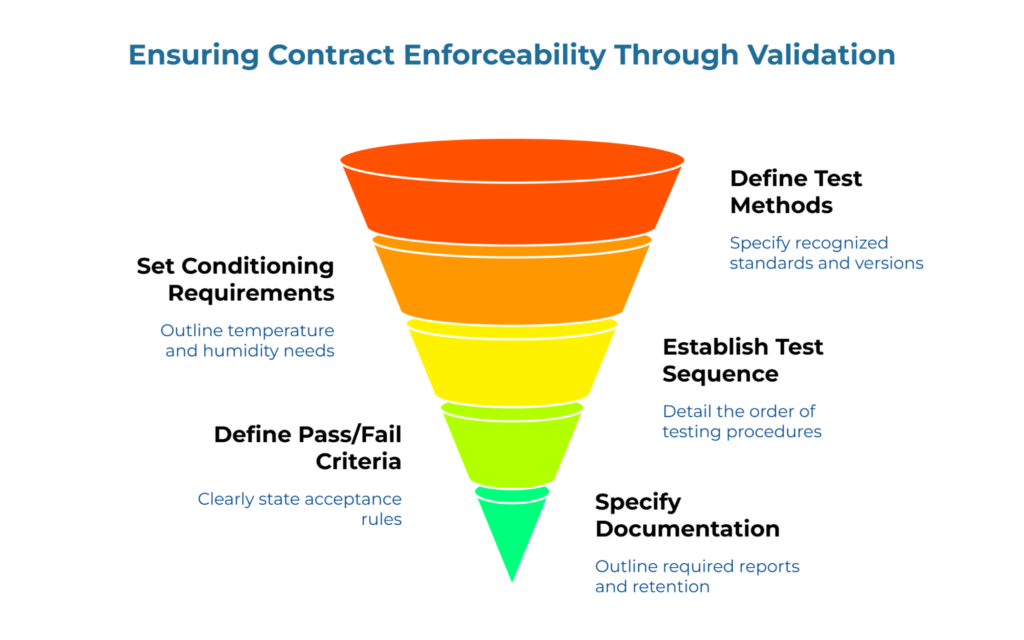
The Validation Writing Formula
Contracts must mandate a five-point validation structure: test method, conditioning, sequence, pass/fail criteria, and documentation.
Example template (details vary by program and method selection):
- Test method: ISTA Test Procedures and/or ASTM D4169 as applicable
- Conditioning: Define temperature and humidity conditioning if required by internal policy
- Sequence: Define sequence per chosen method and configuration
- Pass/fail criteria: Define observable product and pack-out acceptance rules
- Documentation required: Test report, configuration record, pack-out photos, deviation log
Establish a golden sample—a controlled reference configuration that serves as the physical standard for pack-out conformance. Assemble a production-representative unit using approved components, photograph and document the exact configuration, retain it under controlled conditions, and reference it in the contract as the pack-out standard. Require that any pack-out variation from the golden sample triggers formal review.
Contract Integration: Clause Patterns and Exhibit Scaffold
The following clause structures establish the legal baseline for cushioning integration:
Exhibit headings list
- Exhibit A: Cushioning Technical Specification + Pack-Out Definition (Rev ___, Date ___)
- Exhibit B: Corrugated Box Technical Specification (Rev ___, Date ___)
- Exhibit C: Validation, Acceptance, and Change Control (Rev ___, Date ___)
Clause placeholders
Incorporation and precedence: “Supplier shall manufacture and deliver packaging components and pack-outs in conformance with Exhibits A, B, and C. In the event of conflict, the order of precedence shall be: [Contract Body] → [Exhibit C] → [Exhibit A] → [Exhibit B] → [Other attachments].”
Evidence package delivery: “Supplier shall provide the following evidence package prior to first production shipment and upon request thereafter: [list]. Evidence shall reference the applicable revision ID(s) and include traceability identifiers.”
Receiving acceptance and quarantine: “Buyer may inspect deliveries against Exhibit C. If [hold/reject trigger], Buyer may quarantine affected lots and issue an NCR. Supplier shall respond within [timeframe per policy] with containment actions and disposition recommendations.”
Substitution and equivalency governance: “No substitutions or ‘equivalent’ materials or processes are permitted without Buyer’s written approval through the change-control process defined in Exhibit C. Supplier shall submit comparability evidence against Exhibit A and B requirements and shall perform revalidation where triggered’—for practical supplier verification questions, see seven questions to ask a new supplier (that scammers can’t answer).”
Records retention: “Supplier shall retain records supporting conformance (including test reports, material declarations, batch and lot records, and change requests) for [retention period per Buyer policy] and make them available upon request.”
Receiving Acceptance: Turn Protection Into Measurable Gates
Structure receiving inspection around three verification categories: dimensional conformance (insert dimensions, fit checks, box internals), material identity (foam type, density, board grade), and pack-out configuration (assembly matches golden sample, correct orientation, proper closure).
Receiving must be able to enforce the spec without interpreting intent. A receiving gate typically checks correct part number and revision ID, traceability identifiers such as lot, batch, and supplier site if relevant, critical dimensions and observable defects per Exhibit A and B, pack-out verification against the golden sample pack-out and work instruction, and documentation presence where required such as certificate of analysis or evidence references.
Define clear triggers: Accept when all checks pass. Hold for minor deviations requiring engineering review. Rework when nonconformance is correctable at receiving. Reject when nonconformance requires return or scrap.
Maintain a lot of traceability, inspection records with dates and signatures, and retention periods aligned with warranty requirements. The precise sampling level and measurement approach can vary by internal policy and risk tolerance.
Nonconformance, Remedies, and the CAPA Loop
Define specific nonconformance categories using observable terms: dimensional out-of-tolerance against Exhibit A, material identity mismatch against Exhibit A requirements, pack-out deviation from the approved work instruction, box nonconformance against Exhibit B requirements, and missing or incorrect traceability identifiers.
A functional CAPA loop usually includes containment actions such as quarantine, controlled release decision, and expedited replacement plan—readers managing box inventory should also implement true box usage calculations to capture waste and rework that NCR events create. Root-cause investigation with evidence follows. Corrective action with verification steps addresses the immediate problem. Preventive action reduces recurrence risk.
Supplier obligations should include containment, root cause analysis, corrective action implementation, and evidence documenting effectiveness. Commercial remedies address credit or replacement, sorting and rework costs, and consequential damages within negotiated limits.
The goal is dispute reduction through agreed evidence standards. When both parties accept the same test methods and acceptance criteria, nonconformance determinations become objective—apply the zero-trust sourcing model when qualifying international suppliers to ensure they can meet these evidence requirements before contracts are awarded.
Change Control: Prevent Silent Downgrades
Protection systems degrade when components change without review. A foam supplier reformulates their material. A box plant substitutes a different flute profile. A production line modifies the pack-out sequence. Each change may be individually reasonable—but without change control, their cumulative effect erodes protection without triggering any contractual review.
Require controlled documentation: drawing revision IDs with effective dates, material specification versions with change history, and pack-out instruction revisions with approval signatures.
Define trigger events requiring formal approval: material substitution or formulation change, tooling changes affecting geometry or fit, manufacturing site change, process changes likely to affect performance, and box board or strength changes if they affect system performance.
Revalidation should be governed by Exhibit C trigger rules. This explicit rule set prevents suppliers from unilaterally designating changes as ‘minor’ to bypass review. Material substitutions affecting energy absorption require drop test revalidation, dimensional changes require pack-out verification against the golden sample, and supplier changes require first-article inspection and abbreviated validation protocol.
Change control provisions should reference the validation requirements in Exhibit C, creating a closed loop between specification changes and performance verification.
Implementation Pack
Organizations sourcing corrugated boxes can use these templates alongside existing specifications. For international sourcing, also review Incoterms normalization methods to ensure landed cost comparability when evaluating suppliers on total protection system cost. Those seeking qualified suppliers can evaluate candidates against these standards.
Contract Integration Checklist
Use this checklist before issuing RFQs and during contract review:
Specification Completeness
- [ ] Confirm a Master Protection Spec exists and lists Exhibit A, B, and C with revision IDs
- [ ] Confirm Exhibit A defines material identity, geometry with tolerances, pack-out work instruction, and golden sample pack-out
- [ ] Confirm Exhibit A includes cushioning drawings with revision ID and tolerances
- [ ] Confirm Exhibit A defines pack-out configuration referencing golden sample
- [ ] Confirm Exhibit B defines box specification in procurement-ready terms and is revision-controlled
- [ ] Confirm Exhibit B includes box specs with method-named strength requirements
- [ ] All exhibits cross-reference each other
Validation Requirements
- [ ] Confirm Exhibit C uses the validation writing formula: method, conditioning, sequence, pass/fail criteria, documentation
- [ ] Confirm validation references high-authority methods where applicable: ISTA Test Procedures, ASTM D4169, ASTM D5276, ISO 2248
- [ ] Test method cited by standard designation and version
- [ ] Pass/fail criteria explicitly defined
- [ ] Golden sample process defined
Acceptance and Change Control
- [ ] Confirm receiving has measurable hold and reject triggers and required record capture including revision and lot/batch
- [ ] Incoming inspection checks listed
- [ ] Accept, hold, rework, and reject triggers defined
- [ ] Confirm NCR and CAPA workflow expectations are defined: containment, root cause, corrective action, verification
- [ ] Nonconformance categories and CAPA obligations specified
- [ ] Confirm “equivalency” is governed by change request, comparability evidence, and approval—not supplier assertion
- [ ] Confirm change-control trigger rules define when re-approval and revalidation are required
- [ ] Change trigger events and revalidation requirements stated
- [ ] Confirm records retention and traceability commitments are stated
Strategic Considerations for Cushioning Procurement / Sourcing Policy Clarifications
Who owns the cushioning spec—procurement or packaging engineering?
Packaging engineering should own the technical definition and validation logic. Procurement should own enforceability through exhibit structure, evidence deliverables, acceptance gates, and change control. The Master Protection Spec aligns both by making ownership explicit at each gate. Effective integration requires joint ownership of the Master Protection Spec with clear RACI designation.
What if suppliers claim “equivalent” materials?
“Equivalent” should be treated as a governed change request. The contract should specify properties determining equivalence and evidence required to demonstrate it. Approval should require comparability evidence against Exhibit A and B requirements and revalidation when Exhibit C trigger rules require it. Require proposed substitutions to follow the change control process before shipment. This avoids decisions based on descriptions rather than evidence.
How can organizations dual-source without splitting accountability?
Dual-sourcing works when both suppliers are controlled to the same Master Protection Spec and Exhibits A, B, and C, with the same validated pack-out definition and the same receiving gates—see stop panic buying: a 4-step system for strategic corrugated box sourcing for pre-qualification approaches that support backup supplier readiness. Maintain a single Master Protection Spec that both suppliers must meet. Qualify each source through the same validation protocol. Hold each supplier accountable for their lots against identical acceptance criteria. If each supplier runs a different interpretation, accountability becomes diffuse.
What minimum documentation prevents most disputes?
At minimum: a revision-controlled pack-out work instruction, a retained golden sample pack-out reference, method-named validation evidence, and a receiving checklist with objective hold and reject triggers—for determining when to audit versus when to trust suppliers based on transaction risk scoring. Four documents address most scenarios: Master Protection Spec, Exhibit A with method-named specifications, validation test reports, and receiving inspection records confirming lot conformance. Those artifacts move conversations from opinion to evidence.
Ready to apply integrated protection requirements? Submit an RFQ that includes cushioning specifications alongside box requirements to corrugated box suppliers.
Disclaimer:
This article provides general educational guidance on integrating packaging and cushioning requirements into sourcing documents. Contract language examples are templates and should be reviewed and adapted with qualified legal counsel for the applicable jurisdiction and commercial terms.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.