
📌 Key Takeaways
Certificates prove a supplier has a quality system—they don’t prove that a specific carton batch matches your exact food-safety needs.
- Certificates Confirm Systems, Not Products: A quality badge shows a company passed an audit, not that this particular carton run works for your frozen foods.
- Compliance Is Use-Case Specific: The same carton from the same supplier might pass for dry cereal but fail for frozen butter because the contact conditions differ.
- Failures Start in Vague Specs: When buyers write “food-safe carton required” without defining barriers, tests, or tolerances, suppliers guess—and guesses create rejections.
- Name the Requirement, Then Map the Proof: For every specification field, assign what evidence is needed, who reviews it, and when—or the requirement has no teeth.
- Better Specs Beat Thicker Folders: Teams that define requirements precisely before requesting quotes spend less time fighting disputes after shipments arrive.
Stop collecting certificates and start connecting proof to named requirements.
Procurement managers and QA professionals qualifying folding carton suppliers will find a practical diagnostic here, preparing them for the specification-first framework that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The container arrives.
The supplier folder looks complete—ISO badge, company-level certifications, a reassuring stack of PDFs. Then QA pulls the first test pallet and runs the moisture barrier check. The result stops the line: barrier performance is wrong for the frozen product inside. The folding cartons cannot be used.This failure did not happen because the supplier lied or the logistics provider mishandled the shipment. The gap exists because management-level certifications validate a supplier’s process, not the technical alignment between a specific material lot and its unique environmental stressors (temperature, moisture, migration)—a distinction explored further in why certificates alone do not qualify a folding carton supplier.
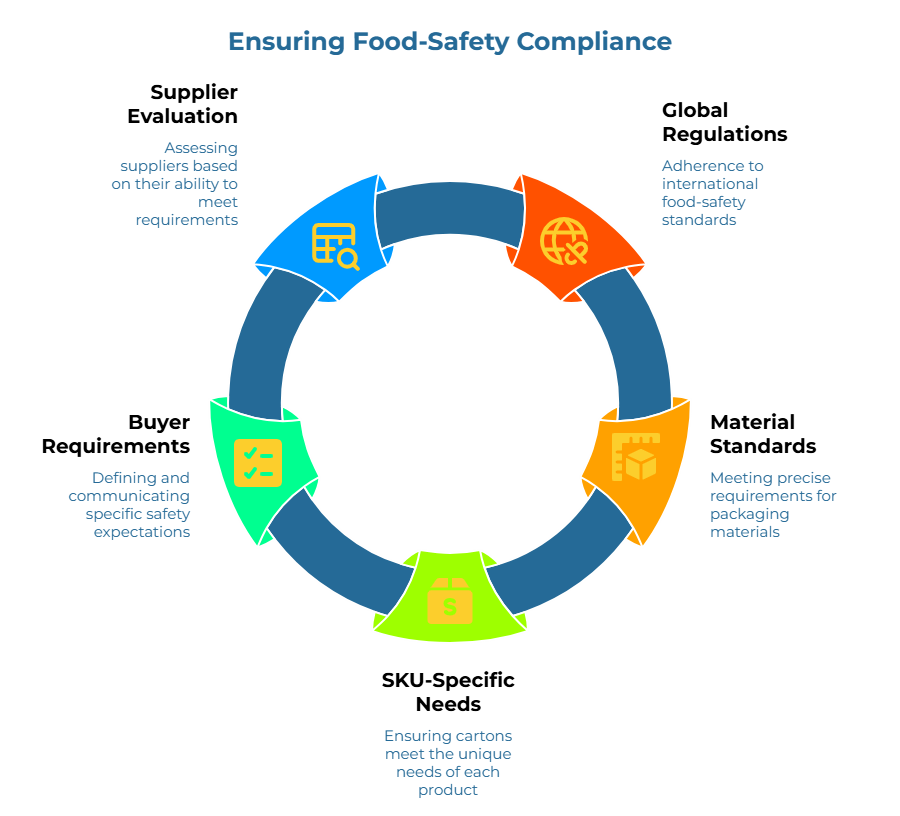
Compliance is defined as the systemic adherence to global food-safety regulations and precise material standards for folding cartons used in perishable and packaged-goods applications. Think of it as the nutritional label for your packaging: it tells everyone—buyers, regulators, auditors, downstream customers—exactly what the material is and why it is safe for its intended use.
The problem is that most qualification processes treat certification badges as proof of that safety. They are not. A certificate confirms a management system or company-level status. It does not confirm that a specific folding carton run meets the exact barrier, migration, and tolerance requirements of your specific SKU. Buyers must define their requirements precisely and connect proof to those requirements before comparing supplier quotes. This article explains how to make that shift and provides a diagnostic you can use to audit your current approach.
The Fallacy of Management-Level Documentation
Generic certificates create false confidence because they confirm that a supplier operates within a recognized quality-management framework, but they do not confirm that a specific production run fits your application. Understanding this distinction prevents the most common compliance failures in food packaging.
That difference sounds subtle. It is not.
What a General Certificate Can Confirm
A general certificate typically confirms three things: the supplier has established quality or food-safety management systems, those systems have been audited by a recognized third party, and the supplier passed that audit within a defined period.
For packaging-specific schemes like FSSC 22000, certification confirms that the manufacturer’s food-safety management system meets the scheme’s requirements for packaging production. This is valuable context for supplier screening. It tells you the company takes food safety seriously enough to invest in certification and maintain it.
What It Cannot Confirm About Your Exact Folding Carton Run
Certification scope rarely extends to material-level specifications of individual production runs. A certificate does not confirm that the specific board grade, moisture barrier, migration profile, or coating chemistry matches your frozen-food application. It does not confirm that the supplier tested the folding carton against your product’s temperature range, grease load, or humidity exposure. It does not confirm that the tolerances documented in the supplier’s quality system match the tolerances your filling line requires.
This matters because food-contact materials regulations—whether under FDA oversight in the United States or Regulation (EC) No 1935/2004 in the European Union—require that materials be suitable for their intended use. “Intended use” is defined by the buyer’s application, not by the supplier’s certificate.
Why This Gap Becomes Dangerous in Perishable Applications
Perishable and packaged-food applications demand precision. Frozen products stress moisture barriers. Greasy or oily foods stress migration profiles. High-humidity cold-chain environments stress structural integrity. When actual folding carton performance does not match food-contact conditions, the result is not a minor quality variance—it is a compliance failure that can trigger recalls, regulatory action, or customer rejection.
The danger compounds when teams assume that more certificates mean more safety. In practice, certificate volume can become misleading. Excessive documentation lacking specification alignment fails to validate the material’s functional suitability. For deeper exploration of this dynamic, see why certificates alone do not qualify a folding carton supplier.
A common pitfall here is treating supplier approval as a document-collection exercise. It is not. It is a fit-for-use decision.
What Food-Safe Folding Carton Compliance Actually Requires
Compliance is not a badge. It is a fit between intended use, material properties, regulatory expectations, and verifiable proof.
Food-Contact Conditions, Barriers, Migration, and Tolerance Logic
Regulators set boundaries. The FDA’s food-contact framework requires that substances used in food packaging be authorized for the intended conditions of use—a standard that applies equally to food packaging paper and folding cartons. The European Commission’s food-contact materials legislation imposes similar safety requirements under its framework Regulation (EC) No 1935/2004. Furthermore, specific measures—such as the Plastics Regulation (EU) No 10/2011, which applies to plastic coatings on folding cartons, alongside various national guidelines—establish strict migration limits for certain substances.
But regulators do not define every folding carton specification. They set the rules; the buyer must apply them. This means compliance work includes defining the food-contact conditions (temperature range, duration, food type), identifying barrier requirements (moisture, grease, oxygen), specifying migration limits relevant to the food matrix, and setting tolerance bands for basis weight, caliper, and Cobb values that reflect real production and filling-line constraints.
Why Folding Carton Compliance Is Use-Case Specific
A folding carton that performs perfectly for room-temperature bakery goods may fail for frozen confectionery. Same board grade, same supplier, same certificate—but a different food-contact condition produces a different compliance outcome.
Consider the difference between a folding carton holding dry cereal at ambient temperature versus one holding frozen butter with direct food contact—each requires distinct folding carton specification requirements that must be defined before supplier comparison begins. The cereal folding carton needs structural integrity and print quality. The butter folding carton needs all of that plus a moisture barrier that holds under freezer conditions, migration testing appropriate for fatty foods, and documentation proving suitability for the specific temperature and contact duration.
The Difference Between “Food-Grade” Language and Verifiable Suitability
While heavily utilized in marketing, “food-grade” is an industry shorthand rather than a precise regulatory classification for packaging. For instance, the FDA specifically regulates “Food Contact Substances” (FCS) rather than issuing a blanket “food-grade” standard for all materials. The term suggests general compliance but proves nothing until the buyer asks: Suitable for what specific food-contact conditions? Tested against which migration limits? Validated at what temperature range?
Verifiable suitability means the supplier can point to test results, declarations of compliance, or third-party validation that specifically address the buyer’s named requirements. Understanding how to verify food contact compliance beyond certificates provides a four-stage model for catching compliance drift before audits do. Until those requirements are named, the supplier cannot prove anything—and the buyer cannot verify anything.
Where Compliance Failures Really Start
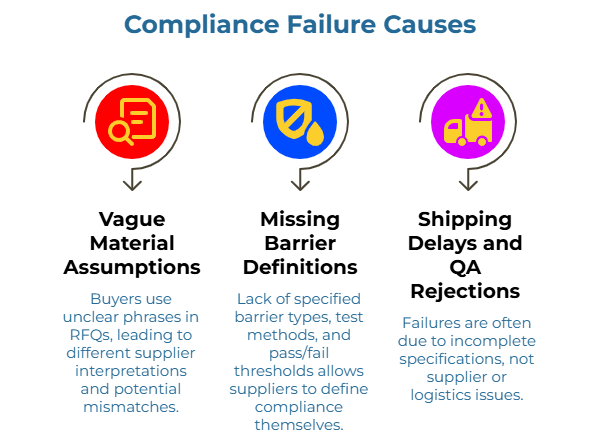
Many failures blamed on shipping, supplier unreliability, or bad luck are actually specification failures in disguise. The root cause sits upstream, long before the container arrives.
Vague Material Assumptions
When buyers issue RFQs with phrases like “suitable for frozen food” or “food-safe folding carton required,” they invite interpretation. Each supplier interprets differently. One assumes a specific moisture-barrier coating; another assumes a different board grade. Quotes arrive, prices are compared, and the selection proceeds—but the winning quote may be based on assumptions that do not match the buyer’s actual use case.
The specification was never defined clearly enough to catch the mismatch.
Missing Barrier and Test-Method Definitions
Barrier performance is not a single variable. Moisture barriers, grease barriers, and oxygen barriers behave differently and are tested differently. If the buyer does not specify which barrier matters, which test method applies, and which pass/fail threshold is acceptable, the supplier cannot be held accountable for delivering the wrong performance.
The same logic applies to Cobb values, basis weight tolerances, and migration testing protocols. Without named test methods and acceptance criteria, “compliant” means whatever the supplier decides it means—a problem that stems from relying on vendor-led data sheets rather than buyer-owned specifications.
Why Shipping Delays and QA Rejections Are Often Specification Failures in Disguise
When a shipment arrives and fails QA inspection, the immediate instinct is to blame the supplier or the logistics chain. But in many cases, the shipment failed because the specification never required what QA is now testing for. The supplier delivered to spec; the specification was incomplete.
A frozen-food QA manager discovering the wrong moisture barrier at receiving is a clear example. The breakdown did not start at the dock. It started when the barrier requirement stayed implied instead of being named, reviewed, and tied to proof before comparison. Preventable. Expensive. Familiar.
Teams that invest time upfront defining requirements spend less time downstream managing disputes.
The 3-Step Compliance Reality Check
The following diagnostic helps identify gaps between current supplier documentation and the specification-linked proof that food-safe applications actually require. It works for any live SKU family and takes less than an hour to complete for a representative product set.
1. Define the Intended Use and Conditions
Start by listing actual folding carton-use conditions for a specific SKU or SKU family. Be concrete:
- What food product does the folding carton contact directly?
- What temperature range will the folding carton experience during storage and distribution?
- What is the expected shelf life and humidity exposure?
- Does the product contain grease, oil, moisture, or other substances that stress barrier performance?
Write down real conditions, not ideal conditions. A frozen bakery item stored in a humid distribution center faces different stresses than the same item in a climate-controlled warehouse. The specification must reflect the actual environment.
2. Translate Requirements into Named Specification Fields
For each use condition, identify the corresponding specification field:
- Direct frozen-food contact → moisture-barrier requirement (Cobb value, coating type)
- High-grease product → grease-barrier requirement (test method, pass threshold)
- Extended cold-chain exposure → structural-integrity requirement (basis weight, caliper tolerance)
- Direct food contact with fatty foods → migration testing requirement (simulant type, temperature, duration)
Mark which of these fields are currently defined precisely in your RFQ template versus implied loosely or left to supplier interpretation. Teams unfamiliar with structuring quote-ready fields can reference guidance on how to build quote-ready folding carton fields without making suppliers guess. If a field is not named with units, tolerances, and test methods, it is not defined—it is assumed.
For structuring this translation across multiple SKUs, see the specification bridge: a practical blueprint for folding carton requirements across multiple SKUs.
3. Match Each Requirement to Proof, Owner, and Review Timing
For each named requirement, answer three questions:
- What proof should the supplier provide? Test report, declaration of compliance, third-party certificate with matching scope. For detailed guidance on structuring evidence requirements, see from claims to proof: a practical guide to supplier evidence packs for folding cartons.
- Who on your team owns the review of that proof? QA, Regulatory, Packaging Engineering, Procurement
- When in the qualification process should that proof be reviewed? Pre-RFQ, at quote submission, before first order, at receiving
If you cannot answer all three questions for a requirement, that requirement is not operationalized. It exists on paper but has no enforcement mechanism. This is where compliance drift begins.
Operationalizing these requirements requires a centralized matrix where ‘Intended Use’ is mapped to ‘Technical Evidence’ and assigned to a specific internal stakeholder (QA vs. Engineering) prior to procurement:
| Requirement | Named Field | Proof Needed | Owner | Review Timing |
| Intended use | Contact condition | Declared suitability statement and supporting documentation | QA/Regulatory | Before supplier comparison |
| Moisture performance | Moisture barrier requirement | Technical evidence tied to the named barrier field | Packaging Engineering | Before quote normalization |
| Material discipline | Basis weight / structure / tolerance | Data sheet or specification sheet mapped to the field | Packaging Engineering | Before technical approval |
| Compliance fit | Applicable compliance protocols | Supporting declarations and review notes | QA/Regulatory | Before supplier onboarding |
| Commercial comparability | Specification-true quote alignment | Completed supplier response against named fields | Procurement | During quote comparison |
One-page audit checklist for the next internal review:
- List the actual folding carton-use conditions for one live SKU family
- Circle every requirement that is implied instead of named
- Mark which supplier documents map directly to those named requirements
- Flag any field that lacks an owner
- Flag any proof item that is reviewed after quoting instead of before it
- Separate company-level certificates from run-specific evidence
- Record where supplier assumptions are still filling in missing buyer definitions
For guidance on structuring proof requests at different qualification stages, see what proof to request at RFQ stage for folding cartons.
How to Move from Certificates to Specification-Linked Proof
The shift from certificate-first to specification-first is not about rejecting certificates. It is about putting them in the correct place: as one layer of supplier screening, not as the entire qualification.
What Proof Should Map to Each Named Requirement
Each specification field should have a corresponding proof type. Moisture-barrier requirements should be validated by Cobb test reports conducted according to a named test method. Migration limits should be validated by migration testing reports that match the food type and temperature conditions specified. Structural-integrity requirements should be validated by basis-weight and caliper measurements with stated tolerances.
The goal is traceability: for every requirement named, the supplier should be able to point to a document that proves they meet it. If they cannot, you have identified a gap before it becomes a shipment failure.
How QA and Procurement Should Divide Review Ownership
Cross-department friction often stems from unclear ownership—a challenge addressed in a shared framework for sustainable folding carton sourcing: aligning sustainability directors and procurement managers, which provides a dual-mandate checklist for aligning teams in a 45-minute session. A practical division: Procurement owns commercial and logistics verification. QA or Regulatory owns compliance-critical proof—migration reports, barrier test results, declarations of compliance. Packaging Engineering owns fit-for-use validation—structural performance, print registration, die-cut accuracy.
This division does not require a new headcount. It requires explicit assignment. When no one owns a proof type, no one reviews it. Clear lanes. Fewer loops. Less argument at the wrong stage.
How Better Definition Reduces Supplier Ambiguity
Some teams worry that strict proof requests will create supplier pushback. The opposite tends to be true. Suppliers often push back on vague requirements because they create post-delivery disputes. Clear specifications with named proof requirements reduce ambiguity for everyone. The supplier knows exactly what to provide; the buyer knows exactly what to verify.
When buyers name requirements precisely, suppliers know exactly what is expected. This clarity reduces back-and-forth, shortens quote cycles, and prevents late-stage surprises. Better definition does not create friction; it prevents it.
This is where a Folding Carton Supplier Verification Methodology becomes a prerequisite for operationalizing the compliance standards defined here. Without a repeatable method, the team may understand the right principle and still approve inconsistently.
For a structured approach to proof depth across qualification stages, see building a proof ladder for folding carton suppliers.
A Better Default for Global Folding Carton Sourcing
The teams that avoid compliance failures are not the ones with the thickest supplier folders. They are the ones who define what they need before they ask suppliers to prove it.
Why Compliance Should Be Specification-First
Specification-first compliance means the buyer owns the definition of success. Instead of asking, “Are you certified?” the buyer asks, “Can you prove you meet this exact requirement?” This reframe shifts the burden of proof from vague assurance to verifiable evidence.
It also creates comparability. When all suppliers quote against the same named requirements, price differences reflect real value differences, not interpretation differences. The specification becomes the common language that makes apples-to-apples comparison possible.
The practical result is better than “more documents.” It is better judgment.
Why Verification Methodology Is the Next Logical Layer
Defining specifications is the foundation. Verification methodology is the structure built on top of it. A verification methodology answers: What proof do we require at each qualification stage? Who reviews it? What triggers re-verification? How do we document decisions for audit readiness?
This is not bureaucracy—it is operational discipline. Without it, specification-first intent collapses into ad-hoc execution. Teams that want to operationalize what this article describes will find the natural next step in supplier verification methodology.
What to Review Internally Before the Next Supplier Comparison Cycle
Before your next RFQ cycle, conduct a brief internal review. Teams sourcing folding cartons internationally should also ensure their specification clarity precedes supplier review to prevent false comparability and late surprises:
- Which folding carton-use conditions are still described loosely?
- Which fields are implied instead of named?
- Which documents are broad signals rather than requirement-linked proof?
- Which review owners are unclear?
- Which approvals happen too late to prevent preventable drift?
If any answer reveals a gap, the 3-Step Compliance Reality Check above is a starting point. The goal is not perfection—it is progress toward a repeatable, defensible process that prevents the compliance surprises this article opened with.
Your Next Step
Food-safe folding carton compliance is not a certificate you collect. It is a methodology you operate. The shift from generic certificates to specification-linked proof takes time, but it begins with naming what you actually need and connecting that to verifiable evidence.
For more methodology-first guides on packaging compliance, supplier verification, and specification governance, explore the PaperIndex Academy. When your internal compliance requirements are clearly defined, you can browse folding carton suppliers with confidence in what you are asking for and what proof you will require.
Stop asking if suppliers are certified. Start asking if they can prove they meet your requirements.
Disclaimer
This article is for educational purposes only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.