
📌 Key Takeaways
Folding carton sourcing fails when teams collect supplier certificates before defining what “compliant” actually means for their specific product.
- Define Requirements Before Comparing Suppliers: A shared checklist forces QA, engineering, and procurement to agree on exact specs before any RFQ goes out—preventing late-stage surprises.
- Certificates Prove Systems, Not Products: ISO registrations and general food-safe declarations confirm a supplier has processes in place, but they don’t prove a specific carton meets your barrier, migration, or tolerance needs.
- Every Spec Field Needs a Matching Proof Request: When each checklist row maps directly to a required document, supplier evidence becomes comparable and defensible rather than arbitrary.
- Align Internally in One Session: A 45-minute meeting across QA, engineering, and procurement can prevent weeks of back-and-forth by producing one agreed specification sheet.
- Reject Vague Evidence: Brochures, unnamed “industry standard” claims, and old test reports that don’t link to the quoted material are not proof—they’re noise.
Clear specifications first, then supplier comparison—not the other way around.
Procurement managers and QA leads sourcing food-safe folding cartons will find a ready-to-use alignment framework here, preparing them for the detailed checklist that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Most teams do not fail at food-safe folding carton sourcing because they ignore compliance. They fail because compliance expectations remain vague while supplier vetting starts too early.
Standard procurement cycles typically begin with the issuance of RFQs, followed by supplier submission of generalized certification packets. QA reviews the folder and finds ISO registrations, general food-contact declarations, maybe an FSC logo. Everything looks official.
But when the first shipment arrives and fails an incoming inspection, the team discovers that none of those documents actually proved the folding carton would meet the specific barrier, migration, or substrate requirements for the product inside.
Supplier vetting began before anyone defined what “compliant” actually means in measurable terms.
This article introduces a practical bridge between those two stages: a specification alignment checklist that forces internal clarity before external comparison begins. The checklist does not replace compliance protocols or supplier qualification processes. It connects them—so that every proof request sent to a supplier traces directly back to a named specification field the team has already agreed on.
Why Certificate-First Sourcing Breaks Down
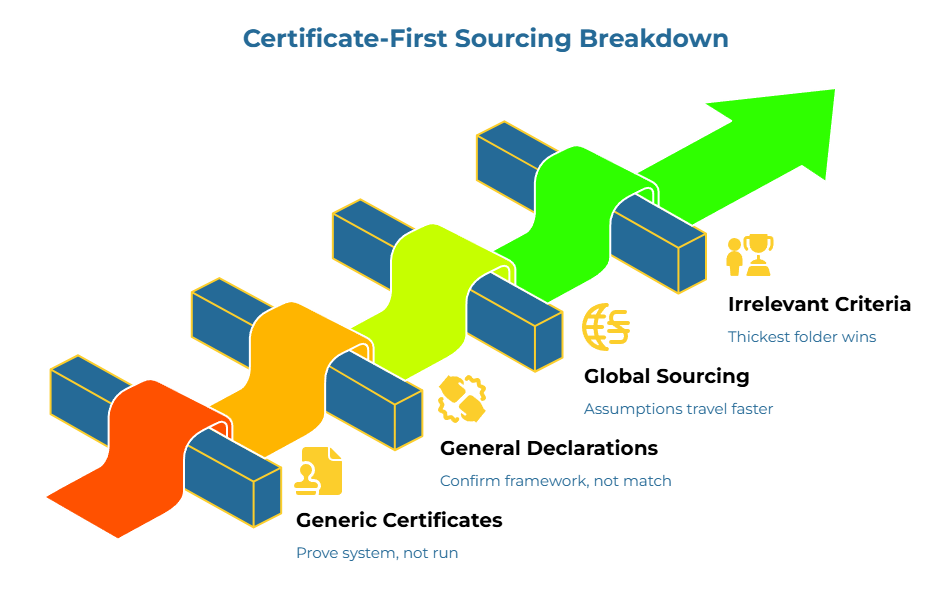
A thick supplier folder creates false confidence when no document ties back to actual folding carton requirements.
Generic ISO 9001 or ISO 22000 certificates prove that a supplier operates a management system, but verifying food contact compliance beyond certificates requires a more rigorous approach. They do not prove that a specific production run will meet migration limits, caliper tolerances, or barrier coating specifications. A supplier can hold valid certifications and still deliver folding cartons that fail incoming QA checks—because the certificate scope never included the exact material or performance requirement needed.
The same applies to general “food-safe” declarations. These documents confirm that the supplier participates in a compliance framework. They do not confirm that the folding carton grade, coating, or substrate matches a specific use case. A declaration tested at 40°C for dry goods does not automatically cover frozen storage or high-moisture contact.
That distinction matters more in global sourcing. Documents travel easily across borders. Assumptions travel even faster. When teams rely on generic supplier certificates instead of aligning food-safe material specifications first, the result is not just paperwork confusion. It can create compliance risk during international shipments, increase the chance of QA rejection at destination, and slow supplier onboarding when questions surface late in the process.
Collecting certificates without predefined proof requirements leads to selection based on irrelevant criteria. The supplier with the thickest folder wins the shortlist. But the supplier with the thickest folder is not necessarily the supplier who can hold tolerances, document lot traceability, or provide run-specific test reports.
For a deeper analysis of this gap, see why certificates alone do not qualify a folding carton supplier.
What This Checklist Is Actually Meant to Do
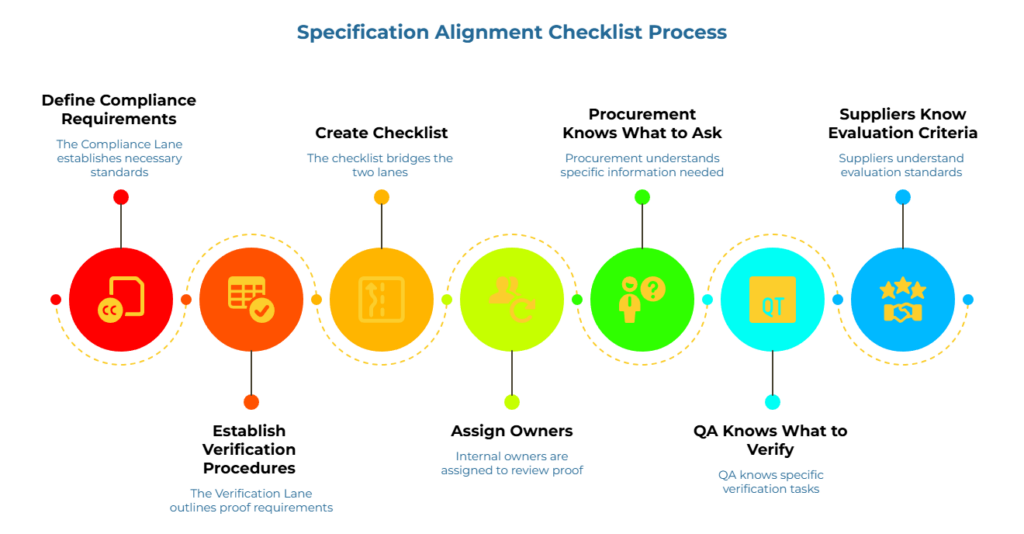
The specification alignment checklist bridges two lanes that often operate in isolation.
The Compliance Lane defines what the folding carton must be and must prove. This includes the food-contact use case, substrate and coating requirements, barrier performance thresholds, test methods that validate those thresholds, and regulatory frameworks that govern the application.
The Verification Lane defines what the supplier must show to prove they can deliver it consistently. This includes specific documents, test reports, lot-linked records, and traceability evidence that map back to each compliance requirement.
Without a bridge between these lanes, QA defines requirements in regulatory language that procurement cannot translate into RFQ fields. Procurement collects supplier evidence that QA cannot map back to original compliance intent. The result is internal friction, supplier confusion, and late-stage surprises.
The checklist forces both lanes to meet in the middle. Each row names a compliance requirement, specifies how it should be measured, defines what proof is acceptable, and assigns an internal owner responsible for reviewing that proof.
When the checklist is complete, procurement knows exactly what to ask for. QA knows exactly what to verify. Suppliers know exactly what they are being evaluated against. Each function gets something concrete: QA gets named compliance controls, packaging engineering gets measurable technical fields, and procurement gets clearer comparability with less supplier ambiguity.
The Folding Carton Specification Alignment Checklist
This checklist is the centerpiece of the alignment process. Execute this alignment internally prior to RFQ issuance.
Each row represents one specification field. For each field, define the requirement, the acceptable tolerance or threshold, the test method that validates it, the proof document to accept, and the internal reviewer responsible for sign-off.
| Compliance Requirement | Checklist Field | Supplier Proof Needed | Internal Owner / Reviewer |
| Define the intended use | Intended food-contact use case | A supplier document that names the intended use and matches the offered folding carton construction | QA / Regulatory |
| Define the substrate | Board grade or substrate definition | Material specification for the offered board grade | Packaging Engineering |
| Define the measurable material range | Basis weight or caliper expectation | Method-named test data for the offered material | Packaging Engineering |
| Define the protection layer | Barrier or coating requirement | Evidence naming the barrier or coating used on the offered folding carton | QA / Engineering |
| Define performance expectations | Moisture, grease, or migration performance requirement | Performance evidence tied to the relevant property | QA / Regulatory |
| Define how the field will be checked | Named test method | Test report using the same test method named in the checklist | QA / Engineering |
| Define the pass band | Tolerance or acceptance band | Result set showing actual values against the band | QA |
| Define traceability | Lot linkage or traceability requirement | Lot-linked documentation tied to the material or run | QA / Procurement |
| Define acceptable evidence | Required proof document | The exact document type requested for that field | Procurement / QA |
| Define accountability | Internal owner or reviewer | Named reviewer before supplier approval | Cross-functional |
Field-by-Field Guidance
- Intended Food-Contact Use Case. Define the actual application: direct contact with fatty foods, frozen storage, ambient dry goods, high-moisture refrigerated products. Migration testing and barrier requirements depend on this definition. Do not leave it to supplier interpretation.
- Board Grade and Substrate Definition. Name the substrate: solid bleached sulfate (SBS), coated unbleached kraft (CUK), recycled paperboard, or another grade. Specify whether recycled content is permitted for the food-contact application and under what conditions.
- Basis Weight or Caliper Expectation. Define the target and tolerance. A basis weight of 280 g/m² ± 5% is a measurable requirement. “Standard board weight” is not. Caliper tolerances matter for filling-line compatibility; specify them in microns or millimetres with acceptable variance.
- Barrier or Coating Requirement. Name the barrier type: moisture barrier, grease barrier, oxygen barrier, or a combination. Specify the coating: polyethylene, water-based dispersion coating, or fluorochemical-free alternative. If PFAS-free status matters, state it explicitly as a requirement.
- Moisture, Grease, or Migration Performance Requirement. Define the performance threshold. For moisture, specify Cobb values (per ISO 535) or MVTR limits. For grease, specify Kit level (per TAPPI T 559) or grease resistance rating. For migration, specify overall migration limits (per BfR Recommendation XXXVI, EC 1935/2004, or FDA 21 CFR 176.170) and the simulants and conditions relevant to the food type.
- Named Test Method. Every performance requirement needs a test method. ISO 535 for Cobb. TAPPI T 559 for Kit level. EN 1186 series for migration. Without a named test method, suppliers can report results using different protocols, making comparison impossible.
- Tolerance or Acceptance Band. Define pass/fail thresholds. For instance, an internal specification might dictate that a Cobb value below 30 g/m² is a pass for a refrigerated item, or a Kit level of 8+ qualifies specific bakery applications, while overall migration must remain < 10 mg/dm² to comply with BfR XXXVI or applicable national standards. Defining these application-specific bands allows QA to make binary decisions at receiving without renegotiating definitions
- Traceability and Lot Linkage Requirement. Define what traceability looks like. Lot numbers on every pallet. Mill certificates linked to specific reels. Coating batch records traceable to the folding carton production run. If the regulatory framework requires supply chain documentation, specify the chain-of-custody format and verify supplier claims using the methods outlined in chain-of-custody for paper: make certified claims survive the supply chain.
- Required Proof Document. Name the exact document to accept as proof for each field. A Certificate of Analysis (COA) is not the same as a Certificate of Conformance (COC). A general declaration is not the same as a lot-specific test report. Specify whether the proof must be from an accredited third-party lab or whether supplier self-declaration is acceptable.
- Internal Owner and Reviewer. Assign a name or role to each row. QA owns migration and food-contact compliance. Engineering owns calipers and structural requirements. Procurement owns commercial documentation and traceability. Without assigned owners, proof documents arrive and sit unreviewed.
For a more detailed breakdown of specification parameters, see the baseline packaging parameter checklist.
How QA and Procurement Should Complete It Together
The checklist only works if both teams fill it out before supplier outreach begins.
QA and Regulatory define the non-negotiable compliance conditions. They name the food-contact use case, migration limits, barrier performance thresholds, and regulatory frameworks that govern the application. They also define what proof is acceptable—whether a third-party lab report is required or whether a supplier declaration suffices. This includes clarifying how system-level documents such as FSSC 22000 certificates will be interpreted. A scheme certificate can support confidence in a supplier’s food-safety management system—and buyers should confirm validity by learning how to run a quick registry check for FSC/PEFC certificates — but it does not answer product-specific questions about board grade, moisture barrier, Cobb values, or tolerance bands.
Packaging Engineering clarifies technical field names and test methods. They translate regulatory requirements into measurable specifications: basis weight in g/m² with tolerance bands, caliper in microns, Cobb values per ISO 535. They ensure that every field uses terminology suppliers will recognise and can quote against.
Procurement uses the same checklist to normalise supplier conversations, complementing broader guidance on structuring your compliance audit checklist for packaging suppliers. Instead of sending a generic RFQ and collecting incomparable responses, procurement sends a spec-true RFQ where every line maps back to a defined requirement—and buyers can submit RFQ and receive quotes free once specifications are aligned. Suppliers respond to the same fields. Quotes become comparable on the same factual basis.
A 45-minute alignment session before the next sourcing cycle can prevent weeks of back-and-forth later. The session does not need to be formal. It needs to produce one artifact: a completed checklist that all three functions have reviewed and accepted. Teams often feel overwhelmed by the thought of changing a sourcing workflow, but this checklist—part of the broader educational resources at PaperIndex Academy—is designed as a micro-change applicable to the very next sourcing cycle, not a full operating model transformation.
For guidance on structuring RFQ fields that prevent supplier guesswork, see how to build quote-ready folding carton fields without making suppliers guess.
How to Turn Each Checklist Field into a Supplier Proof Request
Once the checklist is complete, each row becomes a proof request.
If a barrier requirement is defined (moisture barrier with Cobb < 25 g/m² per ISO 535), ask the supplier for a COA showing Cobb test results from an accredited lab, linked to the specific board grade they are quoting.
If a migration performance requirement is defined (overall migration < 10 mg/dm² per EN 1186-1), ask for a migration test report conducted under conditions matching the food type—fatty, aqueous, acidic, or dry—and at the temperature and duration relevant to the application.
If a tolerance for basis weight is defined (280 g/m² ± 5%), ask for recent production data or COAs showing the supplier’s typical variance. If their process runs at ± 8%, they may not be able to hold the tolerance consistently.
If traceability requirements are defined (lot-linked mill certificates), ask suppliers to explain their traceability system using the seven questions to ask a new supplier that scammers cannot answer. Request a sample document showing how they link a finished folding carton lot to the original board reel and coating batch.
The proof ladder concept—matching evidence depth to qualification stage—becomes practical only when every evidence request maps back to a named specification field. Without that mapping, proof requests feel arbitrary to suppliers and create friction. With the mapping, proof requests are defensible: they directly answer a question the specification sheet raised.
For the full proof ladder methodology, see building a proof ladder for folding carton suppliers.
What Not to Accept as Proof
Some documents look like proof but do not answer the question the checklist raised.
Generic ISO certificates prove that a management system exists, and buyers should learn to distinguish fake FSC, PEFC, ISO certificates from real ones before accepting supplier documentation. They do not prove that a specific folding carton run meets migration limits or barrier thresholds. ISO 9001 is not a substitute for a lot-specific COA.
Supplier brochures and marketing materials describe capabilities in general terms. They do not provide test results, tolerances, or test method-named data. A brochure claiming “food-safe coatings” is not evidence of compliance with a specific regulatory framework.
Vague “meets industry standards” claims leave the standard unnamed. Which standard? Tested by whom? Under what conditions? If the supplier cannot name the standard and provide documentation, the claim is not verifiable.
Data sheets without test method alignment report values using different test methods than the specification sheet requires. A Cobb value measured using a non-standard protocol cannot be compared to an ISO 535 threshold. Method alignment is not optional.
Documents that cannot be linked to the specific material or run provide general compliance statements without a Lot traceability. If the COA covers a different board grade or a production run from two years ago, it does not prove that the material quoted today meets requirements.
Teams that source across markets often review official materials from the U.S. FDA on packaging and food contact substances, the European Commission’s food contact materials guidance, and the FSSC 22000 scheme materials. These sources provide useful regulatory context, but they do not replace a buyer-owned folding carton specification sheet with named fields, test methods, and acceptance bands. Regulatory and certification expectations vary by market and application.
For more on what proof to request at the RFQ stage, see what proof to request at RFQ stage for folding cartons.
How to Use the Checklist in Your Next Supplier Review
The checklist is designed to be used immediately, not after a transformation project. This is a practical first move, not a multi-month rollout.
Step 1: Complete the checklist internally. Gather QA, Engineering, and Procurement for a single alignment session. Fill in every row. Where definitions are missing or contested, resolve them before moving forward.
Step 2: Identify missing fields before supplier outreach. Review the checklist for gaps. If a migration performance threshold has not been defined, a supplier cannot be asked to prove they meet one. Fill the gaps first.
Step 3: Convert filled fields into supplier questions and proof requests. Each row becomes a line in the RFQ or a question in the qualification questionnaire. Suppliers receive the same fields. Responses become comparable.
Step 4: Use the checklist as the review document during supplier comparison. When supplier evidence arrives, map each document to a checklist row. Does the COA address the correct test method? Does the declaration cover the correct use case? If a row has no matching proof, that supplier has a gap.
The checklist helps teams move from “we should be more careful” to “these are the exact fields suppliers must prove.” It changes team behaviour before supplier comparison begins—which is precisely when alignment matters most.
For teams managing multiple SKUs across supplier portfolios, see the specification bridge: a practical blueprint for folding carton requirements across multiple SKUs.
Use the Specification Alignment Checklist before the next supplier review. For a deeper verification model, read the guide on building a proof ladder. When ready to connect with verified suppliers, browse folding carton suppliers or explore folding cartons on PaperIndex.
Clear fields first. Better proof second. Better supplier decisions after that.
Disclaimer
This article is for educational purposes only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.