
📌 Key Takeaways
Kraft paper that looks right on a desk sample can still fail on press — involve production teams before you buy.
- Samples Don’t Prove Press Results: A small hand sample confirms shade and feel but can’t reveal ink problems, shade shifts, or surface issues that only show up during a full production run.
- GSM Alone Isn’t Enough: Basis weight doesn’t describe surface smoothness, ink behaviour, or how the paper handles folding, creasing, or coating — printed jobs need several criteria, not just one number.
- Turn Brand Language Into Testable Specs: Words like “premium” or “sharp” aren’t specs — define exactly what acceptable logo clarity, shade range, and ink coverage look like before approving a grade.
- Run a Real Trial Before Committing: Test with actual artwork, inks, machine speeds, and converting steps — a controlled trial catches problems that desk approvals and supplier promises miss.
- Build a Shared Spec Both Teams Own: Document GSM, shade, surface rules, print method, converting notes, and escalation steps so buyers and production work from one agreed standard.
Aligning procurement and production before the purchase order prevents waste, rework, and customer rejections.
Kraft paper buyers and production managers handling printed or branded packaging will gain a ready-to-use selection workflow here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A buyer approves a kraft paper grade because the shade, GSM, price, and supplier sample all look right. The customer wants branded packaging with clean logo reproduction. But once the paper reaches production, the print appears uneven, the surface behaves differently on press than expected, and converting teams struggle with consistency. The paper is not necessarily defective. The problem is that surface requirements were treated as a late-stage detail instead of a selection criterion.
Operational failures often stem from a disconnect between technical print specifications and the initial procurement brief. For printed or branded kraft paper applications, grade selection should involve both buyers and production teams before purchase approval. When surface expectations remain invisible during procurement, they surface as expensive problems on the press floor.
Why Print-Ready Kraft Paper Is a Cross-Functional Decision
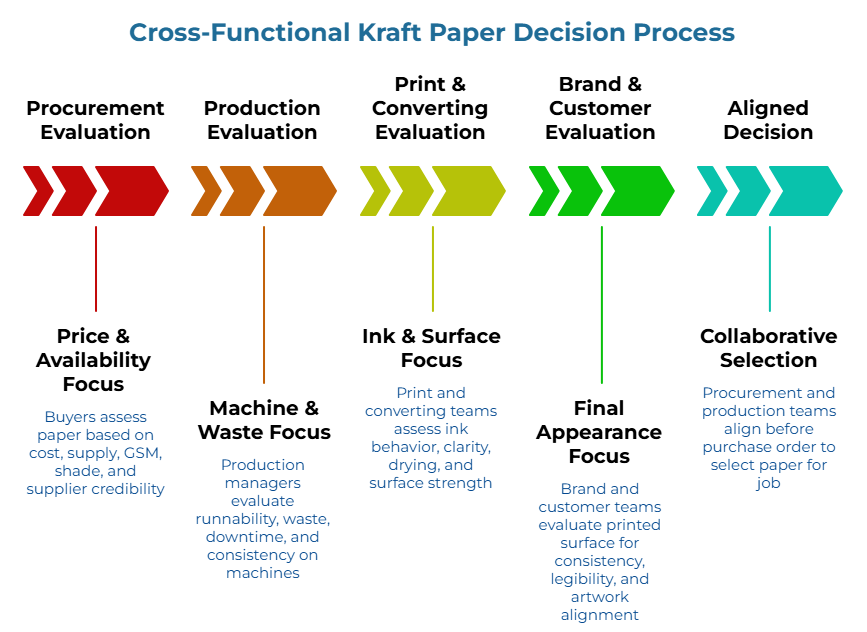
Procurement and production evaluate the same kraft paper through different risk lenses. Neither perspective is wrong, but problems emerge when only one shapes the buying decision.
Buyers focus on price, availability, GSM, shade, supplier credibility, delivery schedule, certifications, and customer requirements. Production managers focus on machine behavior, runnability, waste, downtime, consistency, and whether the material performs across a full run. Print and converting teams focus on ink behavior, print clarity, drying, surface strength, dust, registration, and downstream performance through folding, creasing, lamination, coating, or bag-making. Brand and customer-facing teams then evaluate the final printed surface for consistency, legibility, and alignment with approved artwork.
A kraft paper grade can meet the purchase specification and still be wrong for the production reality. The grade satisfies procurement, but the press operator struggles with ink laydown, the converting team flags surface variation, or the customer rejects the finished packaging. This is not about buyers making poor decisions — it is about a coordination gap between teams that see different risks in the same material. When kraft or brown paper buyers and production teams align before the purchase order, the material gets selected for the job rather than only for the price sheet.
What “Print-Ready” Should Mean Before a Grade Is Approved
“Print-ready” is not a fixed label. It depends on the print process, artwork, converting steps, and end-use expectations. A grade suitable for simple one-color utility printing may not perform under fine branding, dense ink coverage, premium packaging, food-service presentation, or high-speed converting.
The practical step is to translate “print-ready” into observable, testable requirements before the grade is locked in. Several factors deserve attention.
Surface smoothness or roughness affects how consistently ink contacts the sheet or web. This property is measurable, not subjective. ISO 8791-2 specifies the Bendtsen roughness method for paper and board, while ISO 8791-4 covers the Parker Print-Surf method, which directly assesses the print surface. Requesting this data gives the production team a starting point grounded in measurement rather than visual impression. Absorbency and wettability also play a role, influencing how inks and coatings interact with the paper surface. Active industry standards, generally TAPPI T 558, address surface wettability and absorbency for sheeted materials where interaction with aqueous or solvent-based inks matters. A grade that absorbs ink too quickly may produce dull prints; one that resists absorption may cause smearing. Practical Cobb value bands for mailers and wrapping applications are covered in our guide, Cobb value, printability, and adhesion.
Shade and visual consistency become important when the kraft paper itself forms part of the brand look. A “natural kraft” background is not just a neutral surface — it affects logo contrast, perceived cleanliness, and the customer’s visual approval. Roll-to-roll or lot-to-lot variation can make identical printed artwork appear different across a production run. Surface strength matters where picking, linting, or dusting affects print quality or machine cleanliness — specific test methods should be verified with the supplier or an accredited testing lab, as methods and results can vary.
Ink and process compatibility differs across flexo, offset, gravure, screen, and digital printing. Converting compatibility — folding, creasing, die-cutting, coating, sealing, or bagmaking — may expose weaknesses that a flat sample never reveals.
The purpose here is not to turn buyers into lab technicians. Integrating these metrics into the pre-approval phase shifts the focus from reactive troubleshooting to proactive quality control.”
Where Kraft Paper Selection Usually Goes Wrong
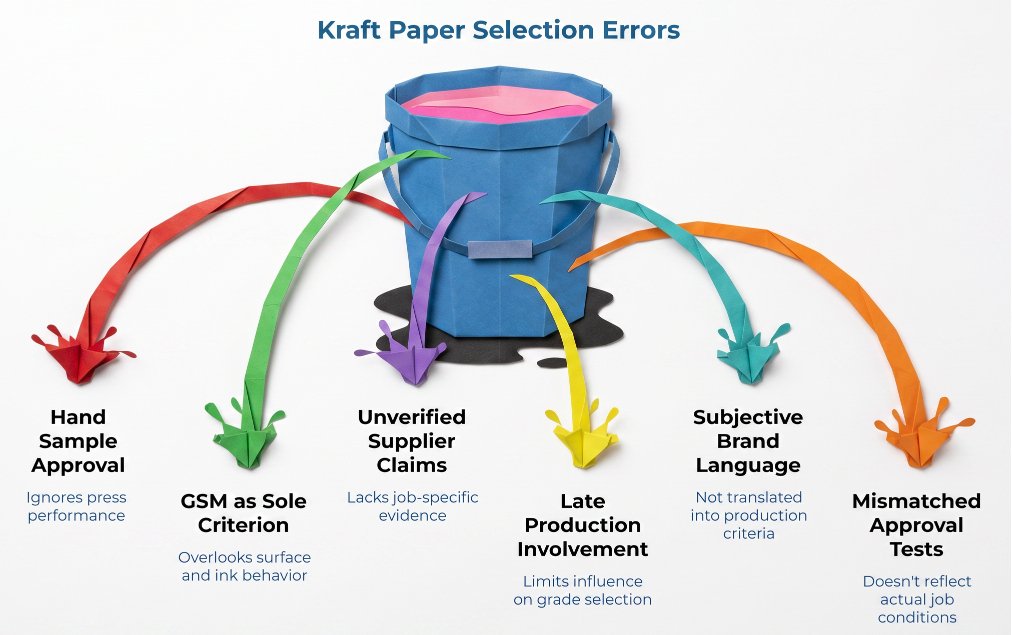
Problems accumulate when visual approval substitutes for production validation.
- Approving a grade from a hand sample alone. A small sample confirms shade and feel. It does not prove press performance, runnability, ink behavior, or consistency across production lots. For example: A procurement team signs off on a brown kraft grade after reviewing a clean desk sample. During the production run, shade shifts between rolls and surface inconsistency appears — completely invisible at desk scale.
- Treating GSM as the main selection criterion. GSM describes basis weight, but it does not describe surface smoothness, porosity, ink behavior, stiffness, or converting performance. For printed applications, GSM should be one parameter among several. The broader criteria covered in the guide beyond GSM: parent roll buying criteria apply directly.
- Accepting supplier promises without production-relevant evidence. A supplier may describe a grade as suitable for printing, and that may be true in a general sense. The useful question is narrower: suitable for which print method, ink system, artwork coverage, surface expectation, and converting route? A general claim does not replace evidence tied to the specific job.
- Involving production teams only after the purchase order. By then, the team can only adapt to the material rather than influence grade selection. Early involvement reduces rework, machine issues, rejected output, and supplier disputes — it does not slow down procurement.
Two more patterns round out the list. Using subjective brand language without translating it into production criteria is common — words like “premium,” “clean,” “natural,” or “sharp” are not specifications, and they need to become measurable requirements such as acceptable logo edge clarity, mottle level, shade range, ink coverage targets, and sample approval conditions. Similarly, many teams fail to match the approval test to the actual job. A small artwork proof may not reflect high-coverage print, full-speed runs, multiple-color registration, or downstream converting stress. Consider a case where a buyer selects a lower-cost grade based solely on GSM and shade. On press, the grade produces more stoppages, defects, and rejected printed output. The unit-price savings disappear into waste and downtime — a total-cost outcome, not a price-only decision.
A Practical Buyer-Production Selection Workflow
If printed appearance matters to the end customer, surface requirements belong in the grade selection process from the start. The following six steps provide a repeatable framework.
Evaluate the final use case. Determine whether the kraft paper is visible to the end customer, whether it carries a logo, fine text, QR code, dense ink, or premium graphics, whether the customer expects a natural kraft look or a cleaner print surface, and whether printing happens before or after converting. For wrapping and retail applications, the grade selection for wrapping paper conversion guide maps five end-use scenarios to the right parent roll RFQ.
Standardize the print and conversion parameters. Production and print teams should specify the print method, ink or coating system, run speed, and downstream steps — creasing, folding, lamination, die-cutting, sealing, or gluing. They should also flag defects observed on similar grades previously. Flexographic printing, for example, has its own process-control considerations; ISO 12647-6 addresses process control for flexographic printing, and the Flexographic Technical Association’s FIRST resources focus on specifications and tolerances for consistent flexographic results.
Translate aesthetic expectations into quantitative metrics. “Logo must look sharp” becomes defined edge clarity tested through a trial print. “Premium natural look” becomes an acceptable shade variation range. “No patchy printing” becomes a verified ink laydown test on the actual grade and press. “Readable QR code” becomes a validated scan test after printing and converting.
Qualify candidates through dual-input shortlisting. The buyer compares cost, availability, MOQ, lead time, supplier evidence, and certifications. Production compares print trial results, machine feedback, waste risk, and converting fit. For a structured approach to narrowing options, the five-step grade selection workflow provides a practical method.
Conduct controlled production trials prior to authorization. Use actual or representative artwork, the actual ink and coating system where possible, machine settings that mirror production conditions, converting steps that reflect the real job, and a documented pass/fail review. The guide, how to run a practical kraft paper supplier trial covers this process in detail. For teams building trial discipline into ongoing quality assurance, the companion guides on kraft paper testing upon arrival and defining kraft paper technical specifications are useful references.
Codify the approved grade within a centralized technical specification. Document GSM, shade, surface expectations, approved supplier and grade name, print process, converting notes, trial reference, tolerance expectations, and escalation steps if a subsequent batch behaves differently.
A Buyer-Production Approval Checklist
Use this checklist before approving print-facing kraft paper. It does not need to slow procurement — it prevents unclear procurement.
| Decision Area | Buyer Input | Production or Print Input | Approval Output |
| End use | Customer, application, order requirement | Visible surface, handling, converting route | Confirm whether print quality is critical |
| Paper basics | GSM, BF, shade, format, dimensions | Machine compatibility and run history | Shortlist suitable grades |
| Surface behavior | Supplier data sheet and sample | Ink laydown, drying, roughness, dusting | Define print-readiness criteria |
| Brand result | Customer wording and artwork | Trial print feedback | Translate subjective terms into pass/fail checks |
| Trial | Supplier sample quantity | Representative run conditions | Document approval or rejection |
| Specification | Commercial terms and supplier reference | Production notes and escalation triggers | Shared final grade specification |
Common Objections, Answered
“Production teams slow down procurement.” Early production input can reduce rework, supplier disputes, rejected output, and avoidable machine issues. The point is not to add meetings — it is to ask better questions before the order is placed.
“The customer already approved the sample.” A customer-approved desk sample confirms appearance under limited conditions. It does not confirm press behavior, drying, full-run consistency, or converting performance.
“The grade meets the specification.” That may be true, but the specification may be incomplete. If it excludes surface expectations, print process, converting notes, and approval conditions, it does not yet describe the job.
“The press team can adjust later.” Press adjustments can help. They cannot always compensate for unsuitable surface behavior, inconsistent shade, dusting, weak contrast, or a fundamental grade mismatch.
What to Include in the Supplier Conversation or RFQ
Your RFQ should ask suppliers for evidence that connects paper properties to the intended application. Cover the intended print process and end-use application, required GSM, shade, reel or sheet format, and dimensions, surface finish or smoothness expectations, whether the grade has been used for similar printed applications, the available technical data sheet, lot-to-lot consistency expectations, testing methods for surface, strength, and moisture properties — verifiable through recognized standards published by organizations such as TAPPI — and sample quantity suitable for a production trial rather than desk approval alone. Testing organizations such as Fogra and Smithers describe paper properties such as roughness, optical characteristics, mottling tendency, printability, and surface testing in production-relevant terms, and can serve as additional reference points when defining test expectations with suppliers.
Where the customer or market requires it, include certification requirements: food contact compliance, recyclability documentation, or chain-of-custody certification. The Forest Stewardship Council notes that chain-of-custody certification verifies that processes are in place to produce and trade FSC-certified products. Request specific documentation rather than accepting vague sustainability claims. For a comprehensive supplier evaluation template, the guide, What to include in a kraft paper RFQ evidence pack provides a ready-to-use framework. Additional RFQ structure guidance is available in the spec-driven kraft paper RFQ template and the step-by-step RFQ guide for converters.
Connecting with verified kraft paper makers and packaging paper sellers through the PaperIndex marketplace can help widen the shortlist at this stage.
Frequently Asked Questions
What makes kraft paper “print-ready”?
Kraft paper is print-ready when its surface, shade, absorbency, strength, and consistency suit the intended print process, artwork, and converting steps. Requirements vary by application, so buyers should confirm them with production and print teams before approval.
Is GSM enough to choose kraft paper for printed packaging?
No. GSM describes basis weight but does not capture surface smoothness, ink behavior, shade consistency, or converting performance. For printed applications, GSM should be one criterion alongside surface properties and trial results.
When should production teams be involved in kraft paper buying?
Before the buyer finalizes the grade or supplier — especially when the paper will be printed, coated, converted, or used in visible branded packaging. The aligning procurement and quality checklist provides a 10-point RACI framework for structuring this cross-functional approval.
Should buyers request a print trial before approving a kraft paper grade?
For brand-sensitive or production-critical applications, yes. A trial using representative artwork, ink, machine settings, and converting steps can reveal issues a visual sample cannot.
What should a kraft paper specification for printing include?
A specification may include GSM, shade, format, surface expectations, intended print process, converting requirements, approved sample or trial reference, supplier technical data, acceptable tolerances, and any required certifications or compliance documents.
Moving Forward
Print-ready kraft paper selection is not about adding steps to procurement. It is a strategic safeguard against the financial erosion caused by rework, waste, and the customer friction that inevitably follows when surface specifications are overlooked. Bringing production and print teams into the grade decision before the purchase order creates shared accountability — and a shared specification that both sides can work from.
Good kraft paper selection is not just buying the right material. It is making sure the right people agree on what “right” means before the full order moves forward.
Disclaimer:
This article is published for educational purposes. All scenarios presented are illustrative. Specific tolerances, defect rates, and testing outcomes should be verified with your supplier, testing laboratory, or internal production records. Standards referenced (ISO, ASTM, TAPPI, FSC) are cited for informational context and should be confirmed at their respective sources.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.