
📌 Key Takeaways
The right kraft paper grade is the one that survives your specific packaging job — not the heaviest or cheapest option on the quote.
- Start With How It Fails: Define whether tearing, bursting, cracking, moisture damage, or seal failure is your biggest risk before you ever look at a supplier catalog.
- GSM Alone Misleads: Two papers at the same weight can perform very differently — heavier paper doesn’t fix poor fiber bonding, bad fold behavior, or converting problems.
- Test on the Actual Line: A grade that passes every lab test can still jam, crack, or dust on your converting equipment at real production speeds.
- Match the Test Methods: Supplier data sheets only compare fairly when the testing standards, units, conditioning, and fiber direction all line up.
- Balance Cost Against Total Risk: The cheapest approved grade often costs more once you count downtime, waste, rejects, rework, and customer complaints.
The best grade meets your critical needs with enough safety margin — without paying for strength you don’t need.
Packaging engineers and procurement teams shortlisting kraft paper grades will gain a structured way to avoid over- or under-specifying, preparing them for the detailed framework that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Same GSM. Different results.
Two kraft paper parent rolls sit at 80 g/m² on the data sheet, but one runs cleanly through the bag line while the other cracks on the third fold, jams at the sealer, and pushes the reject bin past acceptable limits before the first pallet ships. The numbers looked close enough. The converting line disagreed.
Which properties actually control the failure mode that matters for this job? The instinct to default to a heavier sheet or higher burst rating is understandable when procurement needs an answer by Thursday and quality tolerates zero risk. But over-specifying creates its own damage: avoidable cost, stiffness that fights the converting equipment, sustainability tradeoffs, and a narrower supplier pool than the application requires. Under-specifying is equally dangerous — a low-cost grade may survive basic handling yet fail during high-speed converting, product loading, or humid long-distance transport.
A structured shortlisting process resolves both risks. By working through application stress first, then measurable properties, converting fit, supplier comparison, and targeted validation, the question shifts from “Which kraft paper grade should we use?” to “Which two or three grades are worth testing, and why?”
Start with the Packaging Job the Paper Must Survive
The first filter is the application environment, not the grade name or the supplier catalog.
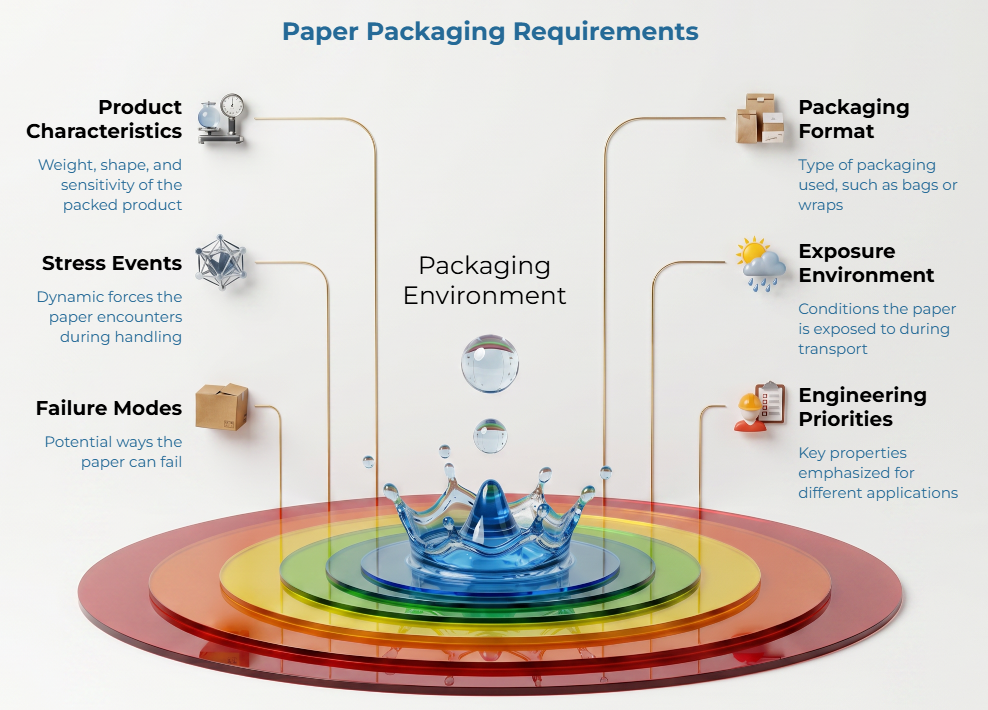
Before contacting suppliers, define what the paper must actually do. What is the packed product — its weight, shape, edge sharpness, abrasiveness, moisture sensitivity, oil or grease exposure, or odor requirements? What is the packaging format — a wrap, pouch, sack, liner, mailer, interleaf, paper bag, tray liner, protective sheet, or converted laminate?
Stress events matter more than static properties. Filling, folding, forming, sealing, stacking, palletizing, drops, compression, vibration, and repeated manual handling each load the paper differently. A bag sitting in a climate-controlled warehouse for three days faces a fundamentally different challenge than one spending 19 days in a humid container crossing tropical shipping lanes.
The exposure environment deserves its own line of questioning: humidity, cold chain, heat, outdoor storage, warehouse dwell time, and long-distance transport each introduce risks that data sheet numbers alone cannot predict.
Identify the failure mode that carries the highest consequence. Is the primary risk tearing, bursting, puncture, cracking at the fold, scuffing, curling, delamination, seal failure, or poor print quality? The answer reshapes the entire shortlist.
For a heavy-duty industrial sack, tear resistance and tensile behavior during filling may outweigh surface smoothness by a wide margin. For a branded retail wrap, surface finish, printability, fold quality, and scuff resistance move higher in the decision matrix. Same material family — completely different engineering priorities.
Convert Application Risks into Property Requirements
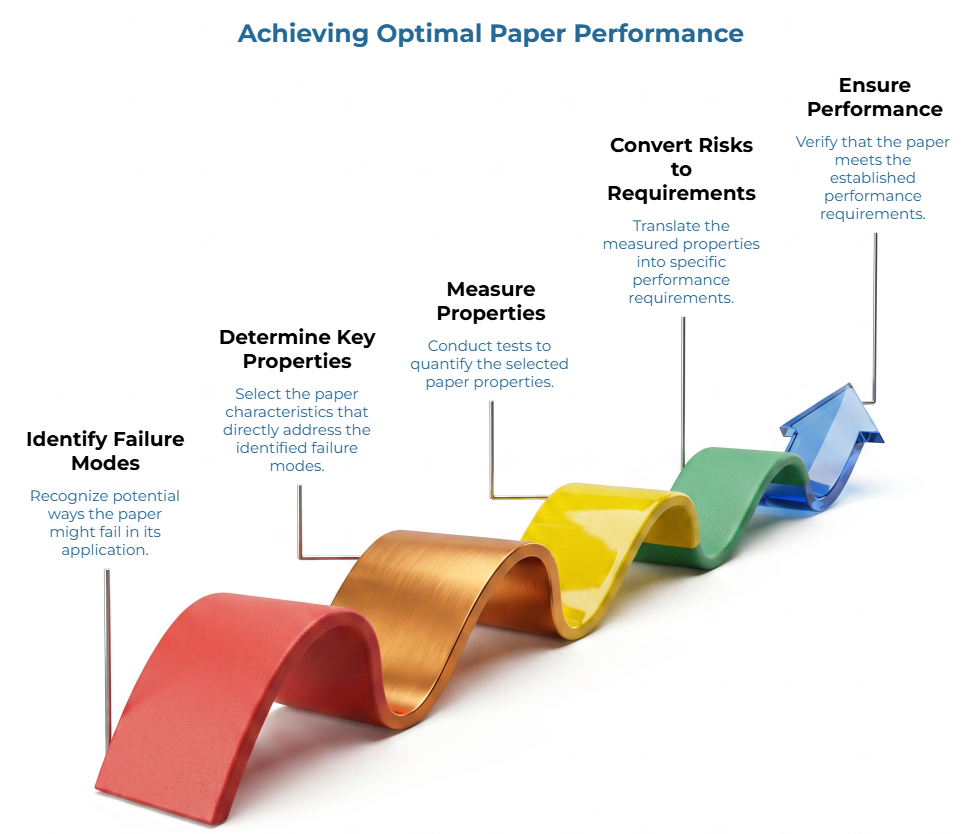
Each kraft paper property functions as a decision lever, not an isolated line on a specification sheet. The goal is to connect failure modes to the measurable characteristics that control them.
Grammage, or basis weight, is a useful starting filter but not a proxy for total performance. ISO 536 is the internationally recognized standard for determining paper and board grammage — reviewed and confirmed as current — which makes GSM important for quote normalization. Two papers at identical GSM can still behave very differently under tension, moisture, or high-speed conversion. Selecting mainly by GSM is one of the most common specification mistakes — increased mass rarely compensates for deficient fiber bonding or poor MD/CD orientation.
Tensile strength in both machine direction (MD) and cross direction (CD) is directly relevant to web handling, bag making, load resistance, and directional stress. TAPPI T 494 covers tensile properties of paper and paperboard — including stretch, tensile energy absorption, and tensile stiffness — using constant-rate-of-elongation equipment. Tear resistance becomes critical wherever the package may nick, catch an edge, or start a propagating tear. Burst strength matters for pressure or rupture-type failures, but it is not always the dominant metric — a package that fails by slow tearing under load needs tear and tensile data, not burst data.
Stretch and elongation control how the paper absorbs sudden loads. This matters for sack kraft, form-fill-seal applications, and packages that endure drops. Stiffness and fold behavior determine crease quality, forming precision, and end-user handling — too stiff and the paper fights the machine; too limp and the package collapses.
Cobb values and moisture response data matter for any application involving humidity, condensation, or wet contact — for practical specification bands, see Cobb value, printability, and adhesion: practical bands for mailers and wrap. Porosity and air permeability influence filling behavior and certain converting processes. Surface finish affects print quality, coating adhesion, lamination bond, friction, and visual consistency.
Virgin versus recycled fiber content affects strength consistency, availability, cost, and sustainability positioning — for a deeper comparison, see Virgin vs. recycled kraft paper: choosing the right grade for paper bag durability. Verify secondary fiber ratios and FSC/PEFC certifications against the current Bureau of International Recycling (BIR) or equivalent regional standards.
Build a Shortlist by Application Category
Once the critical properties are identified, group the evaluation by application logic rather than generic grade catalogs.
If the application is load-bearing (sacks, heavy bags, industrial wraps), prioritize tensile strength, tear resistance, elongation, and lot-to-lot consistency. If the application runs through high-speed converting, prioritize runnability, dimensional stability, roll quality, dusting, moisture consistency, and machine-direction behavior. If the finished package is printed or branded, surface finish, shade consistency, ink holdout, scuff resistance, and coating compatibility move to the front of the list.
Applications involving moisture exposure or food contact introduce a separate decision branch. Determine whether a barrier coating, wet-strength treatment, or regulatory validation is needed — and whether the base food-grade kraft paper grade supports that additional processing. The FDA provides resources on food-contact substances and packaging, and 21 CFR Part 176 covers paper and paperboard components intended for food-contact use. Compliance is contingent upon the specific polymer-to-fiber ratio and the intended thermal exposure of the final package.
Sustainability requirements must be integrated into the initial property filter. Verification of recycled content percentages and fiber sourcing (FSC/PEFC) should be cross-referenced with the Bureau of International Recycling (BIR) standards to ensure the base kraft grade supports the final claim set.
For EU markets, the overarching European Union Packaging and Packaging Waste framework—generally transitioning from Directive 94/62/EC to the updated Packaging and Packaging Waste Regulation (PPWR)—addresses packaging and packaging waste requirements. Treating sustainability claims as self-evident — without documentation for recycled content, compostability, recyclability, or food-contact compliance — is a common pitfall that creates risk downstream, as detailed in avoiding greenwashing: how to verify supplier sustainability claims.
A packaging engineer shortlisting kraft paper for an ecommerce mailer might focus on tear initiation, puncture resistance, fold endurance, printability, and heat-seal compatibility — a topic explored in detail in how to choose the right kraft paper grade for mailer manufacturing. A team evaluating kraft for heavy-duty sacks may prioritize tensile energy absorption, elongation, porosity for air displacement during filling, and drop performance. The framework stays the same. The property priorities shift.
Check Converting Constraints Before Approving a Grade
A kraft paper that passes every lab bench test can still fail on the production floor. This is where workflow friction between engineering and production often surfaces — engineering approves a grade on paper properties while the converting team discovers problems that only appear at line speed.
Ignoring converter input until after purchase approval is a costly mistake. Converter feedback should be part of shortlisting, not something that surfaces only during production troubleshooting. Before approving any shortlisted grade, engage the converter or production team with pointed questions:
- Will this paper run at the required machine speed without web breaks?
- Does it crack, curl, wrinkle, dust, or stretch unpredictably?
- Is the roll profile consistent from edge to edge and roll to roll?
- Does it hold registration during printing?
- Does it crease or fold cleanly at the required tolerances?
- Is it compatible with adhesives, heat sealing, coating, lamination, or extrusion coating?
- Does moisture variation affect runnability, slitting, or machine tension?
- Are there known issues with splice quality, web breaks, or edge damage?
A paper that passes lab strength tests may still be rejected if it causes web breaks, poor fold memory, print defects, glue failure, or speed reductions on the actual converting line — a dynamic examined in why kraft paper curls, cracks, or wrinkles during conversion — and the buying checks that prevent it. Converting performance is part of engineering fitness — not a separate production complaint.
Each function owns a distinct piece of the approval decision. Engineering owns the failure mode and performance margin. Production owns runnability, waste, downtime, and defects. Quality owns test method alignment, conditioning conditions, tolerance ranges, lot variability, traceability, and change control. Procurement owns quote comparability, availability, lead time, and supply continuity. Sustainability owns recycled content verification, fiber sourcing, certification scope, recyclability implications, and customer-specific claims.
The practical rule: if the converter has not run the grade on the specific equipment, the shortlist is incomplete. For more on this dynamic, consult established industry best practices or converting machine compatibility.
Compare Suppliers Using a Qualification Matrix
When two or three candidate grades survive the application and converting filters, the next step is structured comparison.
Build a qualification matrix that captures the decision basis for each candidate:
| Field | What to record |
| Application requirement | The job the paper must perform |
| Failure mode controlled | Tear, burst, puncture, cracking, curl, scuffing, delamination, seal failure, or print defect |
| Required property or test | GSM, tensile MD/CD, tear, burst, Cobb, porosity, stiffness, surface, or trial measure |
| Target value or range | Internal target, acceptable band, or conditional approval limit |
| Supplier data | Supplier A/B/C values in the same units |
| Test basis | Method, conditioning, directionality, and sample basis |
| Converter feedback | Runnability, waste, fold memory, registration, sealing, coating, or lamination behavior |
| Trial result | Bench, converter, pack-out, or distribution result |
| Risk rating | Low, moderate, high, hold |
| Decision | Reject, test further, approve conditionally, or approve |
Comparing supplier data sheets without first verifying test methods is one of the most frequent specification mistakes — a problem addressed in beyond grade names: how to compare kraft paper parent roll offers for better converting performance. One supplier may report tensile strength using TAPPI methods; another may reference ISO equivalents; a third may omit the method entirely. Numbers are only comparable when the test method, sample conditioning, units, and MD versus CD orientation are all understood. ASTM publishes standards for evaluating physical, mechanical, and chemical properties of paper and paperboard used in packaging, which can serve as a neutral reference when suppliers use different frameworks.
Beyond headline properties, verify minimum, average, and tolerance ranges — not just typical values. Confirm lot-to-lot variability. Check roll format: width, diameter, core size, splice frequency, and packaging condition. Evaluate lead time, supply continuity, and the supplier’s change-control process for furnish, mill, coating, or specification changes. For food-contact applications, review evidence aligned with FDA or 21 CFR Part 176 requirements. FSC and PEFC chain-of-custody documentation belongs in the matrix as well, especially when sustainability claims are part of the customer specification.
When sourcing kraft paper mother rolls from multiple regions, aligning test methods and tolerances across suppliers becomes even more critical — a framework for this is outlined in Buyer’s framework for consistent kraft paper durability across suppliers, mills, and regions.
Validate the Shortlist with Targeted Trials
The goal of validation is not to test everything. It is to test the most likely failure modes under conditions that reflect real production and distribution.
Structure trials in layers. Start with bench or lab testing — tensile, tear, burst, grammage, Cobb, stiffness, surface properties, or other tests relevant to the critical failure modes. Move to a converter trial at realistic machine speeds, measuring runnability, waste, defect rates, print quality, sealing integrity, folding accuracy, and coating or lamination adhesion. For a step-by-step approach, see how to run a practical kraft paper supplier trial before approving parent rolls. Follow with a pack-out test: filling, forming, sealing, loading, and operator handling under normal production conditions.
Distribution simulation closes the loop. Drop testing, vibration, compression, humidity cycling, abrasion, and customer-specific route testing reveal problems that bench data cannot predict. ISTA publishes recognized test procedures for packaged products, including guidance for selecting procedures by shipment mode, package type, and risk profile. ASTM packaging standards support evaluation under shipping conditions as well.
Post-trial review should compare performance, cost, waste, downtime, quality incidents, and supplier reliability across candidates. The grade that met every critical requirement with the fewest surprises is the strongest candidate. For a structured approach to production trials, refer to standardized trial methodologies or supplier trial guide.
Avoid the Common Specification Traps
Three mistakes distort kraft paper shortlisting more than any others.
The primary trap is selected mainly by GSM. Higher grammage does not automatically solve tear, tensile, fold, moisture, or converting problems — a principle explored further in understanding GSM and burst factor: a specifier’s guide to paper bag strength. It may add cost, stiffness, forming difficulty, waste, or validation burden without addressing the actual failure mode.
Another common error is accepting supplier data sheets without checking test methods. Two suppliers can report similar values while using different sample conditioning, units, tolerances, or MD/CD orientation. Numbers that look comparable on paper may diverge sharply on the converting line.
Finally, buyers often err by treating the lowest approved quote as the safest commercial decision. Procurement needs cost control, but the real cost includes downtime, waste, rejects, claims, rework, over-packaging, and customer complaints. A grade with a lower unit price that introduces converting variability or quality incidents rarely delivers the savings it promises — a dynamic quantified in the high cost of “cheap” paper: how quality variance kills production margins.
Choose the Lowest-Risk Fit, Not the Strongest Paper
The final recommendation should balance performance margin, convertibility, cost, availability, sustainability requirements, qualification evidence, supplier consistency, risk of field failure, and risk of production disruption. No single property wins the decision alone.
Engineering judgment lives in the tradeoffs. A grade with slightly lower tear resistance but excellent runnability and consistent supply may outperform a technically superior grade that introduces converting variability or single-source dependency.
The objection “we already know the grade we use” deserves scrutiny. Legacy grades may still be right, but application changes, sustainability targets, supplier changes, and machine upgrades can shift the risk profile enough to warrant re-evaluation — a process outlined in a simple approval process for changing kraft paper grades without disrupting production. Similarly, the argument that “procurement just needs the cheapest approved option” overlooks total cost — downtime, waste, rejects, rework, customer complaints, and over-packaging often exceed any unit-price savings.
The framework reconciles these cross-functional tensions by anchoring the decision in documented evidence rather than departmental preference. Procurement, sustainability, production, and quality can each see where their priorities sit in the qualification matrix and where tradeoffs were made.
The best kraft paper grade is the one that meets the application’s critical requirements with enough process margin — without adding unnecessary cost, stiffness, complexity, or validation burden.
Once the requirement set is clear, suppliers can be reviewed more productively. PaperIndex provides neutral supplier discovery resources for kraft paper jumbo rolls, brown paper parent roll sellers, kraft paper mills, and broader packaging paper suppliers. Use those paths after defining the application and qualification criteria — not before.
Frequently Asked Questions
What is the first step in choosing a kraft paper grade for packaging?
Start with the packaging application and the most likely failure modes. Identify whether the main risk is tearing, bursting, puncture, moisture exposure, poor folding, weak sealing, print defects, or converting instability. Then shortlist grades based on the properties that control those specific risks.
Is higher GSM always better for kraft paper packaging?
No. Higher GSM may improve some strength measures, but it can also increase cost, stiffness, forming difficulty, shipping weight, and converting issues. Packaging engineers should specify the performance needed, not simply the heaviest paper available.
Which kraft paper properties matter most for packaging engineers?
The most relevant properties depend on the application. Common decision points include mechanical properties such as TEA (Tensile Energy Absorption), specific volume, and surface energy profiles.
How should engineers compare kraft paper suppliers?
Use a qualification matrix that compares the same properties, units, test methods, tolerances, lot variability, converter feedback, documentation, and trial results. Avoid comparing data sheet values unless the test basis is clear and conditioning methods are aligned.
When should a kraft paper grade be trialed before approval?
A grade should be trialed when the application has meaningful performance, converting, regulatory, sustainability, or customer-claim risk. Trials are especially important when changing supplier, fiber mix, coating, basis weight, machine platform, or packaging format.
Disclaimer:
The information in this article is provided for educational and informational purposes only. It does not constitute professional engineering, regulatory, or procurement advice. Always verify specifications, test methods, regulatory requirements, and supplier claims against current official documentation before making sourcing or production decisions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.