
📌 Key Takeaways
A 12-week rolling view replaces gut-feel reordering with a weekly rhythm tied to your actual machine output and transit windows.
- Reactive Ordering Has an Expiry Date: It works on one shift, but once throughput doubles, the old “looks low, place a call” trigger runs out of time before stock runs out.
- Measure Coverage in Weeks, Not Tonnes: Convert every supplier MOQ into weeks of production at your current and planned run rate so you can see exactly when exposure starts.
- On-Hand and On-Water Are Not the Same: Stock sitting in your warehouse is ready to use, but stock on a vessel carries delay risk—read both together to know your true coverage.
- Bigger Buffers Hide Problems, They Don’t Fix Them: Extra safety stock locks cash and masks a broken ordering rhythm instead of building a repeatable one.
- Supplier Verification Protects the Beat: A perfectly timed order still breaks your cadence if the mill ships off-spec material, so verify before you integrate a supplier into the plan.
A repeatable weekly rhythm beats a bigger warehouse every time.
Procurement managers, operations leads, and founders at growing toilet tissue converting businesses will gain a clear framework for replacing reactive ordering with scheduled coverage checks, preparing them for the detailed planning guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A procurement cadence is the steady, repeating rhythm that connects your toilet paper converting line to your parent roll supply chain. Think of it as a metronome for your plant: when the beat is right, raw material arrives before the previous shipment runs out, your converting lines keep moving, and your cash stays liquid. When the beat is off, everything stalls.
Picture this. It’s 4:17 PM on a Thursday. The second shift is running, the converting line is pulling its last parent roll off the rack, and the warehouse manager is scrolling through emails looking for a shipping confirmation that hasn’t arrived. Nobody says it out loud, but the question is the same one as last month: Do we have enough raw tissue stock to keep running through the weekend?
If that moment feels familiar, you’re not alone. Most small and growing toilet tissue converters start with a simple system: when stock looks low, someone picks up the phone and places an order. It works when you’re running one shift on one line. It stops working when you scale. And the moment it stops working doesn’t announce itself with a siren. It announces itself with silence—the silence of a converting line that has nothing left to convert.
With a 12-week rolling procurement view, you can replace that anxiety with a repeatable planning rhythm that ties your toilet paper parent roll orders directly to your machine output, your transit windows, and your real coverage in days. A cadence you can actually manage.
The Silence Before The Stock-Out: Why Reactive Ordering Feels Safe Until A Toilet Tissue Line Scales
Reactive ordering has a seductive logic. You watch your warehouse. When the stack of bath tissue parent rolls gets short, you call your bath tissue raw material supplier. The order ships, arrives a few weeks later, and the line keeps running. For a single-shift operation processing modest tonnage, this works because the margin for error is wide. Consumption is predictable. Lead time is forgiving. The gap between “stock looks low” and “stock runs out” is long enough that a phone call can close it.
The danger isn’t the method itself. The danger is that it trains you to trust a system that has a hidden expiration date.
When the plant grows—when you move from one shift to two, or add a second converting line—the math changes beneath you. Your weekly consumption of toilet tissue raw material doubles or triples, but your supplier’s production window and transit time don’t shrink to match. The visual trigger that used to give you three weeks of breathing room now gives you six days. And six days, once you account for port delays, customs holds, or a mill running behind on its own schedule, isn’t a buffer. It’s a countdown.
The first warning sign is often emotional rather than numerical. People stop speaking with certainty. The plant still sounds busy, but the timing confidence is gone. Production sees risk. Procurement sees delay. Finance sees cash already tied up in inventory. Nobody is looking at the same clock.
The stock-out doesn’t happen because someone forgot to order. It happens because the old ordering signal—the gut feeling, the visual check—can’t keep pace with a faster, hungrier operation.
Why The Old Model Breaks: The Mechanism Of Failure Behind Ad-hoc Procurement and Static Safety Stocks
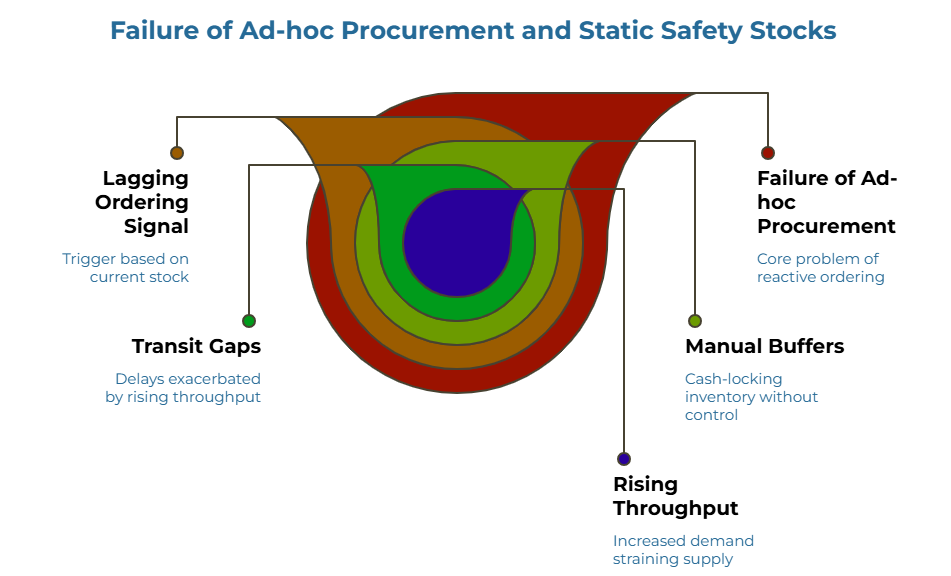
The failure of reactive ordering isn’t a single event. It’s a compounding process, and its mechanism is plain enough to state directly: it uses a lagging signal inside a moving system.
Three changes hit growing toilet tissue converters simultaneously. Throughput rises as the operation moves from one shift to three, or adds multiple converting lines. Lead-time variability widens as transit windows and mill schedules become less predictable. And decision lag persists because manual ordering signals remain tied to what the floor looks like, not to what the plant will need over the next several weeks. When those three shifts arrive together, the old model breaks.
Transit gaps widen as throughput rises. A toilet paper parent roll shipment from an overseas mill generally carries an estimated transit window of four to twelve weeks, depending on origin, Incoterms structure (CIF versus EXW), maritime routing, and port congestion. When your converting line consumed 40 metric tons per month, a container arriving a week late was an inconvenience. When output doubles to 80 metric tons, that same delay creates a coverage hole that a manual buffer can’t fill. The transit variability hasn’t changed. Your exposure to it has.
Manual buffers absorb cash without guaranteeing continuity. The instinctive response to a near-miss stock-out is to order more next time. Build a bigger buffer. But oversized buffers of bath tissue parent rolls lock working capital into warehouse inventory that isn’t generating revenue. For a small converting business, this is cash that could be covering payroll, equipment maintenance, or a second production run. Bigger buffers can create comfort without creating control—and that false confidence is the real danger, because it masks the underlying cadence failure rather than fixing it. If you’ve felt the tension between wanting more safety stock and needing that cash elsewhere, the working capital liquidity planning framework in the Academy addresses that friction directly.
The ordering signal lags reality. In a reactive model, the trigger to reorder is what you see in the warehouse, not what you know about your forward consumption. By the time the warehouse looks low, the gap between current stock and next delivery may already be wider than your remaining coverage. Throughput moves up, lead-time variability widens, and the manual trigger sits in between, unable to reconcile the two.
That reconciliation is exactly what a rolling procurement view is designed to do.
The Metronome Effect: What A Rolling Procurement View Actually Does For Toilet Tissue Parent Roll Planning
The Metronome Effect is what happens when you stop treating toilet paper parent roll ordering as a response to low stock and start treating it as a rhythm synchronized to your plant’s output.
A metronome doesn’t speed up or slow down based on how the musician feels. It holds the beat. A rolling procurement view does the same thing for your supply chain: it sets a steady ordering cadence based on weekly machine consumption, confirmed transit windows, and a defined minimum coverage target. The value of that shift is precise. You stop asking, “Do we still have enough for now?” and start asking, “Which future week becomes exposed if no order is placed today?” That is a stronger question because it forces the team to see time, not just tonnage.
A rolling procurement view does three things at once. It shows how many weeks of protection the current stock position actually provides when on-hand and on-water inventory are read together. It shows whether incoming material is arriving early enough to protect the right week. And it shows when the next purchase order must be placed before the plant becomes exposed. Once those three signals are visible simultaneously, procurement decisions happen on schedule, ahead of exposure—instead of after the warehouse already looks empty.
This isn’t a forecasting tool or a demand-planning system that requires an analyst and a software license. It’s a planning discipline—a simple, repeating rhythm that answers the primary weekly driver: Based on forward machine demand over the next 12 weeks, and what I have on hand and on water, when does my next order need to ship?
How To Build A 12-Week Rolling Procurement View For Toilet Tissue Jumbo Rolls
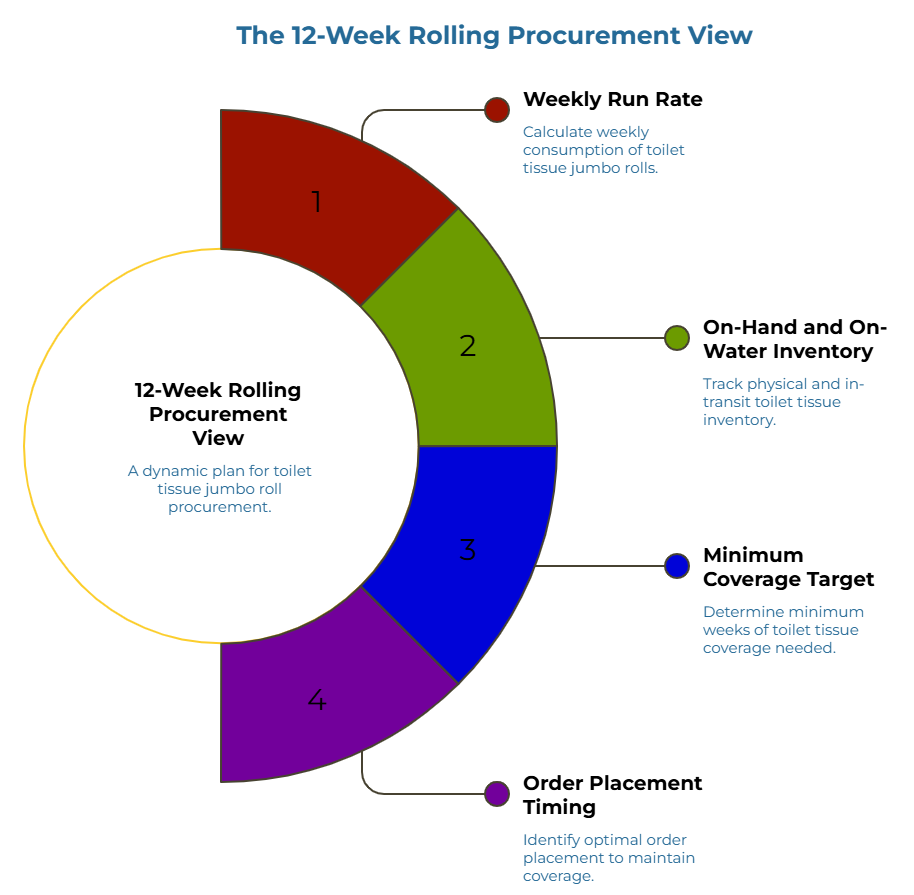
Building a rolling procurement view starts with four inputs you already have. You need a spreadsheet, your production logs, and your shipping records.
Start with your weekly run rate. Calculate how many metric tons of toilet tissue jumbo rolls your converting lines consume per week at current operating speed. If you’re running two shifts on one line and consuming roughly 18 metric tons per week, that’s your baseline. If you’re about to add a third shift or a second line, model the expected consumption alongside your current rate. The run rate and MOQ mapping guide walks through this in detail.
Map your on-hand and on-water inventory. On-hand is what’s physically in your warehouse. On-water is what’s been shipped but hasn’t arrived. Both count toward coverage, but on-water stock carries risk: port congestion, documentation issues, or vessel schedule changes can delay it.
Define your minimum coverage target. This is the number of weeks of forward coverage below which your plant is exposed. For most small toilet paper converters sourcing internationally, three to four weeks is a practical starting floor.
Set your order placement timing. Working backward from your minimum coverage target and your supplier’s confirmed lead time, identify the week by which a new purchase order must be placed to prevent coverage from dipping below the floor. This is the heartbeat of the cadence: a repeating decision point driven by the numbers, not by how the warehouse looks.
Here is a simplified 12-week view with these inputs:
| Week | Planned Consumption (MT) | On-Hand (MT) | On-Water (MT) | Total Coverage (Weeks) | Min. Coverage Target | PO Required? | Transit Risk Flag | Cash Pressure Note |
| 1 | 18 | 72 | 36 | 6.0 | 3 | No | — | — |
| 2 | 18 | 54 | 36 | 5.0 | 3 | No | — | — |
| 3 | 18 | 36 | 36 | 4.0 | 3 | No | — | — |
| 4 | 18 | 18 | 36 | 3.0 | 3 | Yes | — | — |
| 5 | 18 | 0 | 36 | 2.0 | 3 | Ordered W4 | High – imminent stock-out | — |
| 6 | 0 | 0* | 36 | 2.0 | 3 | — | Critical – line stopped | Expedite cost risk |
| 7 | 18 | 18 | 18 | 2.0 | 3 | Yes | Shipment partial arrival | Second PO payment due |
| 8 | 18 | 18 | 36 | 3.0 | 3 | No | — | — |
| 9 | 18 | 0 | 36 | 2.0 | 3 | — | Low | — |
| 10 | 18 | 0 | 18 | 1.0 | 3 | Yes | — | Cash overlap with W7 PO |
| 11 | 18 | 36 | 0 | 2.0 | 3 | — | — | — |
| 12 | 18 | 18 | 36 | 3.0 | 3 | No | — | — |
*Line stoppage due to zero material availability.
This is your first repeatable operating rhythm. Update it every Monday morning. It takes 11 minutes once you’ve done it twice.
Notice Week 5 into Week 6. That’s where reactive ordering would have left you exposed—zero on-hand inventory at the start of the week means production halts entirely, even though total coverage shows 2.0 weeks of on-water stock. The cadence view flags that risk at Week 4, giving you time to expedite the shipment or adjust the production schedule before the converting line goes silent.
For teams that prefer a printable or copyable format, the same logic maps cleanly onto a plain worksheet:
12-WEEK ROLLING PROCUREMENT WORKSHEET — TOILET TISSUE PARENT ROLLS
Week 1 2 3 4 5 6 7 8 9 10 11 12
Planned machine consumption _ _ _ _ _ _ _ _ _ _ _ _
On-hand inventory _ _ _ _ _ _ _ _ _ _ _ _
On-water inventory _ _ _ _ _ _ _ _ _ _ _ _
Total coverage _ _ _ _ _ _ _ _ _ _ _ _
Minimum coverage target _ _ _ _ _ _ _ _ _ _ _ _
Required PO timing _ _ _ _ _ _ _ _ _ _ _ _
Transit risk flag G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R G/A/R
Cash pressure note _ _ _ _ _ _ _ _ _ _ _ _
Either format works. The standard that matters is that a plant supervisor, procurement planner, or founder can scan it quickly and immediately see where timing risk is building.
Translate Tonnage Into Time: How Moq, Throughput, And Lead Time Should Be Read Together
One of the most common planning mistakes among growing bath tissue converters is reading supplier MOQ, machine throughput, and transit lead time as three separate numbers. They’re three dimensions of the same question: How many weeks of coverage does each order actually buy me, and how does that change when my plant speeds up?
Suppose your toilet tissue parent roll supplier has a minimum order quantity of 54 metric tons. At a weekly run rate of 18 metric tons, that MOQ covers three weeks of production. But if you add a second converting line and weekly consumption rises to 32 metric tons, that same order now covers fewer than two weeks. Your MOQ hasn’t changed. Your coverage has shrunk by nearly half.
Now layer in lead time. If your supplier’s production and transit window is six weeks from order placement to warehouse delivery, you’re committing cash today for stock that won’t arrive for a month and a half. At the higher run rate, your coverage at arrival is already thinner, and any slip—a delayed vessel, a documentation hold, a mill production delay—eats directly into your operating buffer.
The practical discipline is this: convert every MOQ quote into weeks of coverage at your current and projected run rate. If a supplier quotes 54 metric tons, don’t record “54 MT.” Record “3.0 weeks at current output, 1.7 weeks at projected output.” That reframing turns a static number into a planning signal. For operations where miscalculating MOQs has already triggered demurrage charges or eroded margins, this conversion is especially urgent.
When those sourcing conversations move into specification detail, keeping the technical language consistent also reduces noise. For grammage, ISO 536 is the relevant standard. For moisture content, ISO 287 applies. The fundamentals of GSM and moisture content in toilet tissue parent roll runnability provide a deeper introduction to how these two parameters interact on the converting line. The TAPPI standards portal is a useful reference point for broader paper testing methods. These resources don’t replace cadence planning, but they keep the inputs beside it clean and comparable across suppliers.
Why Supplier Verification Supports Cadence But Does Not Replace It
Cadence is the planning engine. Supplier verification is the quality of fuel you’re putting into it.
That distinction matters. A rolling procurement view tells you when to order and how much coverage each order delivers. It doesn’t tell you whether the mill on the other end can deliver what it committed to. A perfectly timed order placed with an unverified supplier who ships off-spec toilet tissue substrate—wrong GSM, inconsistent moisture content, or delayed production—will still break your converting rhythm.
For a scaling toilet paper converter, this means verification must precede the integration of a mill into your procurement cadence, not after a problem surfaces on the converting line. A good supplier does not rescue a weak cadence. It only improves the odds inside a strong one. Confirming mill capability, production capacity, and export documentation integrity upfront protects the cadence from disruption down the road. The supplier authentication checklist and the multi-layer verification blueprint in the Academy cover this process in depth.
Verification strengthens the cadence. It doesn’t replace the discipline of knowing your coverage, timing your orders, and watching your transit windows. You need both—but the cadence comes first.
What To Track Every Week Once The Cadence Is Live
A 12-week rolling procurement view isn’t a one-time exercise. It’s a weekly management rhythm. Every Monday, you should be updating and checking the same core signals.
Coverage days or weeks. This is your single most important number. How many weeks of bulk substrate supply do you have when you combine on-hand and on-water stock against your current run rate? If this number is falling toward your minimum target, it’s a signal to act, not a signal to watch.
Confirmed orders versus planned orders. Your rolling view should distinguish between orders placed and confirmed with the supplier and orders planned but not yet executed. The gap between planned and confirmed is your risk exposure.
On-water status. For every toilet paper parent roll shipment in transit, you should know the vessel name, expected arrival date, and any slip risk. A shipment “on water” with a confirmed ETA is coverage. A shipment with no tracking update for nine days is a flag.
Run-rate drift. If your actual weekly consumption is drifting higher than planned—because a third shift started, scrap rates increased, or a new customer order came in—the coverage numbers in your spreadsheet are already stale. Update the run rate first.
Buffer deviation. Compare actual on-hand stock against your target buffer each week. Consistently above target means you may be over-ordering and locking cash. Consistently below means your order timing or supplier lead times need recalibration.
This weekly check takes less than 15 minutes once the view is built. You catch problems at the planning stage, not at the production stage. The first-steps supply chain checklist for SME toilet tissue converters offers a broader operational readiness framework that complements this review.
Frequently Asked Questions
When does reactive ordering stop working for a bath tissue converter?
Reactive ordering typically stops working when your plant’s throughput outpaces the lead-time window from your supplier. For most toilet paper converters, this inflection point arrives when you move from single-shift to multi-shift operations, add a second or third converting line, or begin sourcing from overseas mills with longer transit times. The sign isn’t a single catastrophic failure. It’s a pattern of near-misses—delayed shipments that almost caused downtime, emergency orders at premium freight rates, or weekends spent chasing suppliers instead of running production.
How much bathroom tissue parent roll buffer stock is enough?
There’s no universal answer, but a practical starting point is three to four weeks of forward coverage for converters sourcing internationally. This accounts for standard transit variability, port delays, and minor supplier-side production slips. The right number depends on your lead-time profile, your shipping lane reliability, and how much working capital you can hold in inventory without starving other parts of the business. The important principle is to set the target deliberately and review it against real timing performance, rather than letting it grow through habit alone.
What changes when you add a second or third converting line?
Everything accelerates. Your weekly consumption rises, so each order covers fewer weeks. Your minimum coverage target may need to increase because a multi-line stoppage affects more output simultaneously. And your order placement timing tightens because the window between “covered” and “exposed” shrinks. The rolling procurement view handles this by forcing you to recalculate coverage in weeks every time your run rate changes—rather than relying on a tonnage figure that hasn’t been updated since you ran a single line.
Does safety stock negate the need for cadence planning?
No. Extra stock is a cost, not a plan. Keeping oversized buffers of bath tissue parent rolls may prevent a stock-out short term, but it locks working capital, consumes warehouse space, and can hide a future coverage gap without resolving it. A large buffer without a rolling ordering window can still leave the plant exposed if the next shipment slips far enough. The rolling procurement view lets you hold the right amount of stock—enough to maintain continuity, not so much that your cash is trapped on a warehouse shelf.
Where does supplier verification fit into this process?
Supplier verification is a supporting safeguard that protects the integrity of your cadence. It belongs at the front of your supplier onboarding process, before a mill enters your rolling procurement view. Verification confirms that a toilet tissue raw material supplier can consistently deliver to spec, on time, and at the documented quality level. Without it, even a well-timed order can arrive off-spec and disrupt production. For a detailed approach, explore the toilet tissue mills listed on the platform and cross-reference with the verification resources in PaperIndex Academy.
From Reactive To Rhythmic: Building The Cadence That Scales With You
The risk in toilet tissue parent roll procurement is not just low stock. The deeper risk is late visibility. By the time the floor looks uncomfortable, the real timing problem may have been building for weeks. That is why a scaling converter needs more than a bigger buffer. It needs a repeatable rhythm.
The shift from reactive toilet paper parent roll ordering to a rolling procurement cadence isn’t a technology upgrade. It’s a decision to stop managing your supply chain by feel and start managing it by time. The 12-week rolling procurement view gives that rhythm shape: it ties machine output to coverage, coverage to lead-time, and lead-time to purchase timing. It also gives operations, procurement, and finance a shared language for the same problem. Not perfect certainty. Better control.
Start with the worksheet. Fill in one week. Then fill in twelve. That first Monday morning when you walk into the warehouse already knowing your coverage, your next order date, and your transit status—that’s the metronome running.
Ready to explore your sourcing options? Find toilet tissue mills or submit your buying requirements when you’re ready to put the cadence into action.
Disclaimer:
This article is for educational purposes only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.