📌 Key Takeaways
Most toilet tissue converters plan around a single supplier quote that hides the real time between ordering and floor-ready stock.
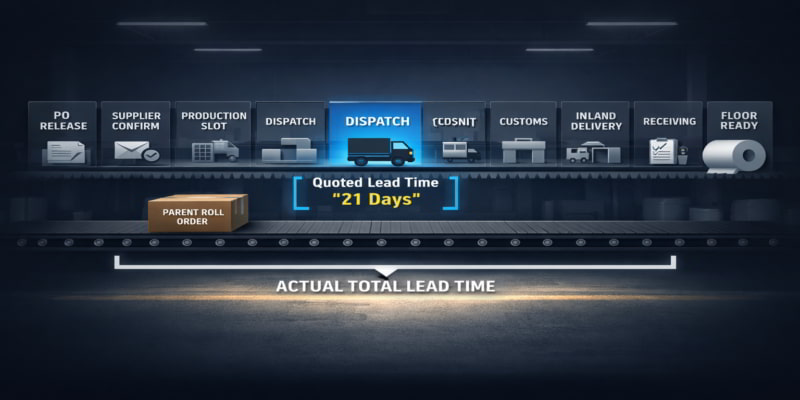
- Map the Full Window, Not Just the Quote: A supplier’s “21 days” usually covers only confirmation to dispatch — not transit, customs, or receiving delays.
- Separate Promised Dates from Actual Dates: Tracking what was quoted next to what really happened is the fastest way to expose hidden gaps in your timeline.
- Never Blend Regional and International Averages: A 7-day truck delivery and a 38-day ocean shipment produce a useless average — map each lane on its own.
- Track the Receiving Gap: The time between a truck arriving at your dock and rolls reaching the converting line is one of the most commonly untracked stages.
- Label What You Know vs. What You Guess: Marking each stage as measured, promised, assumed, or unknown reveals exactly where reactive ordering starts.
Visible stages replace guesswork — and guesswork is what shuts down the line at 4:00 PM.
Procurement managers and operations leads at growing toilet tissue converting businesses will gain a clear method for diagnosing their real lead-time exposure, preparing them for the step-by-step mapping guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Four o’clock hits.
The converting line stands idle, and the floor is quiet in a way that makes everyone avoid eye contact. Somewhere between the last purchase order and right now, the next toilet tissue raw material shipment slipped — but nobody can explain exactly where. The supplier said “four weeks.” The freight forwarder said “on track.” And yet the rolls aren’t here, the machines aren’t running, and the team is scanning email for the third time in an hour.
Where, exactly, did those four weeks go?
That silence is not a scheduling failure. It is a visibility failure. Most growing toilet tissue converters operate with a single lead-time number — a supplier’s quoted promise that covers only part of the actual window between order release and usable stock on the floor. The stages after that promise — transit delays, customs holds, inland trucking, receiving inspection — stay invisible until they cause a problem.
This lead-time interval encompasses the sequence from order release to floor-ready availability: confirmation, production slot, dispatch, transit, customs where relevant, inland delivery, receiving, and release to the converting line. Think of it as the metronome for your factory. When parts of that metronome are hidden, stock-out risk rises, machine output planning gets weaker, and buffer stock days start compensating for uncertainty instead of real demand — a dynamic explored in detail in a framework for toilet tissue raw material inventory liquidity planning.
Current-state visibility is the prerequisite for stabilization. Before optimizing, converters must execute a 72-hour diagnostic to define the actual lead-time window.
Start Here: The 5-Point Bath Tissue Parent Roll Lead-Time Audit
Before reading further, run through this checklist:
- List your last 3–5 bath tissue parent roll orders by supplier and supply lane. Include both regional and international shipments if you use both.
- Write the actual dates for each stage: PO release, supplier confirmation, dispatch, arrival at your facility, and receiving-ready availability.
- Separate each order’s total window into three segments: supplier-side (confirmation through dispatch), transit-side (dispatch through arrival), and receiving-side (arrival through machine-ready stock).
- Build two separate views if you run both regional and international supply lanes. Do not blend them into a single average.
- Label each stage as measured, promised, assumed, or currently unknown. If a date came from a standard quote rather than a tracked event, mark it “promised.” If nobody recorded it, mark it “unknown.”
What a Lead-Time Window Actually Includes for Toilet Tissue Parent Rolls
A supplier quoting “21 days” typically means 21 days from order confirmation to dispatch. That number rarely includes the gap between your PO release and the supplier’s confirmation, the transit window, customs processing, inland delivery, or the time between physical arrival and actual availability on the converting line. The gap between quoted and actual usable-stock lead time can range from days for regional shipments to weeks for international orders — a gap that also distorts the true landed price of bathroom tissue parent rolls.
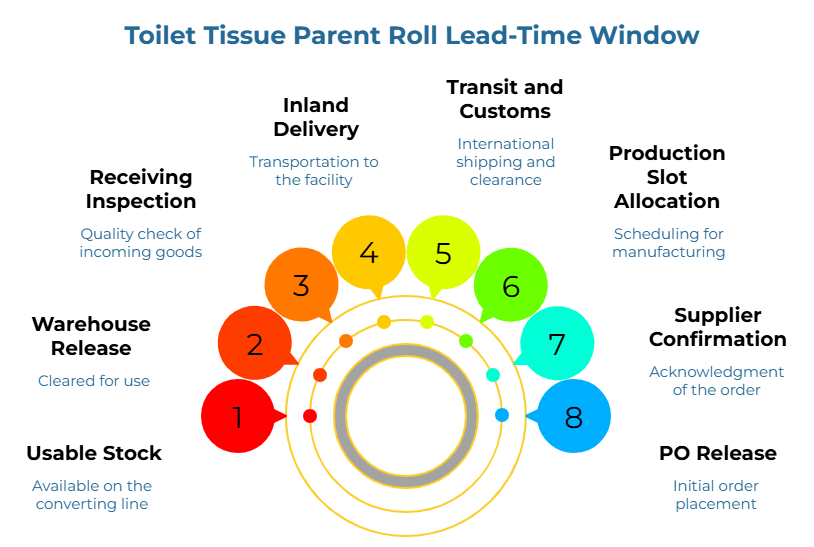
A complete window includes these stages in sequence: PO release, supplier confirmation, production slot allocation, dispatch, transit, port handling and customs clearance where applicable, inland delivery, receiving inspection, and warehouse release. Each stage carries its own variability. Mapping doesn’t eliminate that variability — it makes it visible.
Unquantified stages act as logical ‘black holes’ that obscure the root cause of stock-outs. A common example: a converter tracks dispatch and arrival carefully but never records the gap between physical arrival and machine-ready availability. This receiving-side latency — often rooted in inspection backlogs or labor constraints — remains unquantified, leading to misattributed supplier performance failures. For the specification dimension of receiving inspection, the guide to standardizing bathroom tissue parent roll specifications from quote to delivery covers how to align what was promised with what arrives.
Hours 0–24: Pull the Last Real Orders and Mark the Dates That Matter
Pull three to five recent toilet tissue parent roll purchase orders from different suppliers or supply lanes. Use actual orders, not planning templates.
For each order, capture two date columns: promised and actual. Lay them out one line per order so patterns become visible. The fields worth tracking per order are straightforward: supplier and supply lane, PO release date, promised and actual confirmation dates, promised and actual dispatch dates, promised and actual arrival dates, and receiving-ready date.
Keeping promised dates and actual dates in separate columns is a small discipline that removes a lot of false confidence. When the two columns sit side by side, the real timeline the business is living with becomes harder to ignore.
Separate every stage you can reconstruct. Where you don’t have a recorded date, leave the cell blank and mark it “unknown.” Blank cells are useful data — they show where visibility ends.
Resist interpreting patterns on Day One. That comes later. The goal here is evidence gathering, not analysis theater.
Hours 24–48: Break the Window Into Regional and International Shipment Segments
A single blended average across regional and international toilet tissue jumbo roll shipments creates false confidence. It smooths out the variability you need to see.
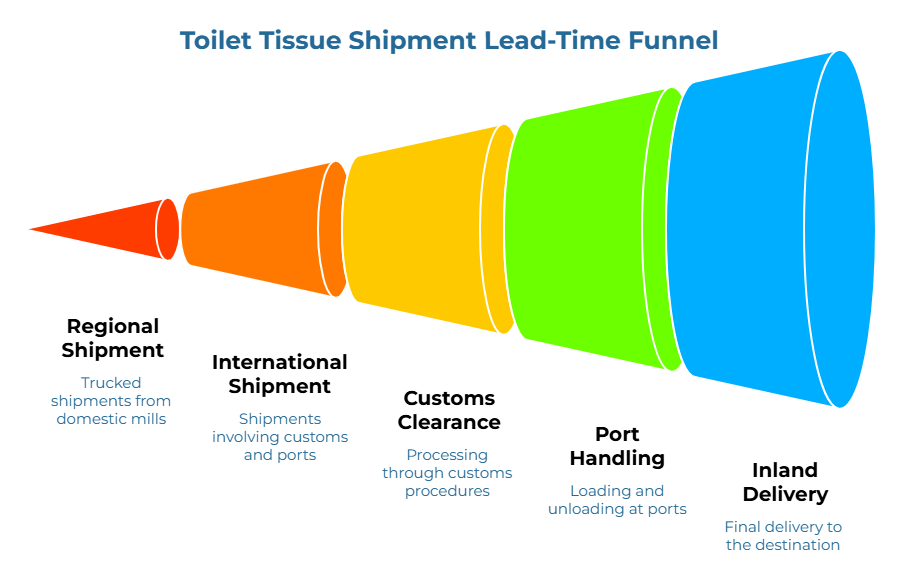
Regional supply lanes — trucked shipments from domestic or nearby toilet tissue mills — tend to have shorter, more predictable windows. Variability usually clusters around the confirmation-to-dispatch gap and the arrival-to-receiving gap. The typical regional stage sequence runs from release through confirmation, dispatch, transit, arrival, and receiving — a shorter chain with fewer handoffs.
International shipments introduce customs clearance, port handling, container inspection, and inland delivery — each a potential trigger for the demurrage trap that erodes SME converter margins. The stage sequence is longer: release, confirmation, production slot, dispatch, export handoff, main transit, customs clearance, inland delivery, receiving, and machine-ready release. The handoff points between these stages are where delay accumulates, often without clear ownership. While Incoterms 2020 trade terms like FOB or CIF clarify who bears the risk of physical loss and associated costs at each handoff, they generally do not allocate delay risk—meaning you must explicitly define delay liability within your commercial contracts. For a deeper look at how these trade terms shape total cost exposure, see the guide to normalizing global EXW and CIF toilet tissue raw material specifications. For broader context on how international shipping conditions affect transit window variability, UNCTAD’s Review of Maritime Transport 2025 provides useful background.
For regional flows, hidden delay is almost always on the receiving side. For international flows, it usually sits between vessel arrival and actual port release. Map both models separately.
Hours 48–72: Build a Simple Current-State Map Your Team Can Actually Use
Create one lead-time map for each distinct supply lane — each specific combination of supplier, origin, and transport mode. Even two orders from the same supplier can follow different lanes if one ships by sea and another by truck.
For each lane, mark the stage with the least variability (your narrowest window) and the most variability (your widest window). These two points frame your risk. The narrow stages are predictable enough to plan around. The wide stages are where buffer stock compensates for poor visibility.
Label each stage: fixed (consistent and tracked), variable (fluctuates but measured), or guessed (based on assumptions or no data). The guessed stages are your highest-priority targets — not because they’re necessarily the longest, but because you cannot manage what you cannot see.
Use practical field labels that match the way your team already talks about each stage: “Supplier confirmation lag.” “Dispatch window.” “Customs clearance time.” “Receiving delay.” Labels drawn from floor language keep the map closer to real decisions than abstract process terminology. Where terminology needs to stay aligned with accepted tissue-sector standards, ISO 12625-1:2019 is a useful reference point.
Common Mapping Errors That Keep Toilet Tissue Converters Reactive
- Treating the supplier’s quoted lead time as the total window. Your operational window starts at PO release and ends when rolls reach the converting line. The supplier’s number is one segment.
- Ignoring receiving and release-to-order delays. The time between a truck arriving at your dock and rolls reaching the line varies by hours or days — and it’s among the most commonly untracked stages.
- Mixing regional and international assumptions into one average. A seven-day regional window and a 38-day international window do not average into a useful 23-day planning number. They are two different rhythms needing separate visibility.
- Averaging away the outliers. If four shipments arrived in 28 days and one took 47, the average says 32. Your planning buffer needs to handle 47 — or you need to understand why that shipment diverged.
What to Do After the 72-Hour Map Is Finished
A completed map doesn’t solve the problem. It makes the problem visible — the prerequisite for solving it.
Start by identifying where buffer logic compensates for poor visibility. If your operation carries extra weeks of inventory “just in case,” the map shows which stages that buffer covers. Often, it’s covering stages that could be tracked and tightened — freeing working capital currently locked in safety stock.
With each lane mapped and labeled, the team has the baseline for a rolling ordering window — where orders follow a predictable cadence based on real data, not instinct. For broader readiness, the first-steps checklist for SME toilet tissue converters covers adjacent ground, and mapping run rates against supplier MOQs becomes the natural next step.
The production line requires visibility over precision. Map the window, mark the gaps, and the silence at 4:00 PM starts to have an answer.
Explore bathroom tissue raw material suppliers | Browse more guides in the PaperIndex Academy
Disclaimer:
This content is for informational purposes only and does not constitute supply chain, logistics, or professional procurement advice. Lead times, transit variability, and customs processing durations vary by supplier, lane, and market conditions. Consult qualified supply chain and logistics professionals before adjusting ordering cadences or buffer strategies.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.