
📌 Key Takeaways
Smart kraft paper reorder timing starts with real usage data, storage limits, and supplier lead times — not last order size or a fixed calendar.
- Base Orders on Actual Use: Track weekly consumption over three to six months and separate steady demand from seasonal spikes so each order reflects real need.
- Let Storage Set Your Ceiling: The space your warehouse can store and rotate cleanly, not the supplier’s volume discount, should cap your maximum order size.
- Anchor Reorders to Lead Time: Multiply your supplier’s confirmed delivery window by average weekly use to find the stock level that triggers your next purchase order.
- Rotate Stock to Protect Quality: First-in, first-out handling and proper storage conditions keep kraft paper usable, especially for coated or printed grades sensitive to moisture.
- Use a Six-Point Checklist: Auditing usage, peak periods, lead time, storage, material condition, and reorder trigger before each order replaces guesswork with a repeatable process.
Real reorder discipline means fewer emergency orders, less dead stock, and better use of warehouse space and working capital.
Procurement coordinators and warehouse managers at small-to-midsize packaging operations will gain a practical reorder framework here, preparing them for the detailed planning guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Reorder day again already.
The pallet of kraft rolls from last month’s order is still wedged against the back wall, shrink wrap half-peeled, blocking the racking you actually need. Meanwhile, the packaging line supervisor just pinged you: three rolls short for a promotional run that ships Friday.
You have been here before — too much kraft paper in one corner of the warehouse, not enough on the converting floor when it matters. There has to be a better rhythm than this.
Good kraft paper reorder timing depends on four operational inputs: actual usage rate, available storage capacity, supplier lead time, and material usability. Anchor reorder decisions to these inputs rather than calendar schedules or last order size, and you replace reactive purchasing with a repeatable process — one that fits an SMB warehouse without enterprise-grade inventory software.
Start With Actual Packaging Demand, Not Last Order Size
The single most common reorder mistake is using last order size as a baseline for the next purchase. Order history tells you what you bought. It does not tell you what you used. A previous order may include unused stock, emergency top-ups, one-off project demand, or extra material bought because the supplier offered a larger quantity. If that order becomes the new baseline, the next purchase repeats an old assumption instead of reflecting current packaging demand.
Pull your consumption data for the past three to six months. Look at weekly or monthly kraft paper usage in the units your packaging line actually tracks — rolls, sheets, or kilogram equivalents. Then separate your baseline consumption from your peak periods. Baseline is the steady volume your standard packaging operations require during a typical week. Peak is what demand spikes look like: a holiday promotional mailer, a large wholesale customer shipment, or a seasonal product launch.
Here is where the gap shows up. Suppose your baseline runs steady for nine months, but during two promotional windows the packaging team burns through roughly twice that volume. Reorder based on the nine-month average alone, and you run short every spike. Reorder based on the peak, and you overstock for the quieter months.
The fix is straightforward: track both numbers separately. Know your baseline. Know your peak. And know when those peak periods land on the calendar — because that context shapes everything downstream, from order size to how much lead-time cushion you actually need.
One practical step before finalising usage numbers: check with your packaging or operations team. A new product line, a shift in box dimensions, or a switch from sheets to kraft paper parent rolls can move the baseline without yet showing up in purchasing history. Packaging teams can tell you whether a new product format, customer requirement, or packing method is changing consumption before the purchasing records make the change obvious. The person placing the order and the person using the material often work on different timelines; therefore, cross-departmental communication is critical.
Check How Much Kraft Paper Your Storage Space Can Realistically Handle
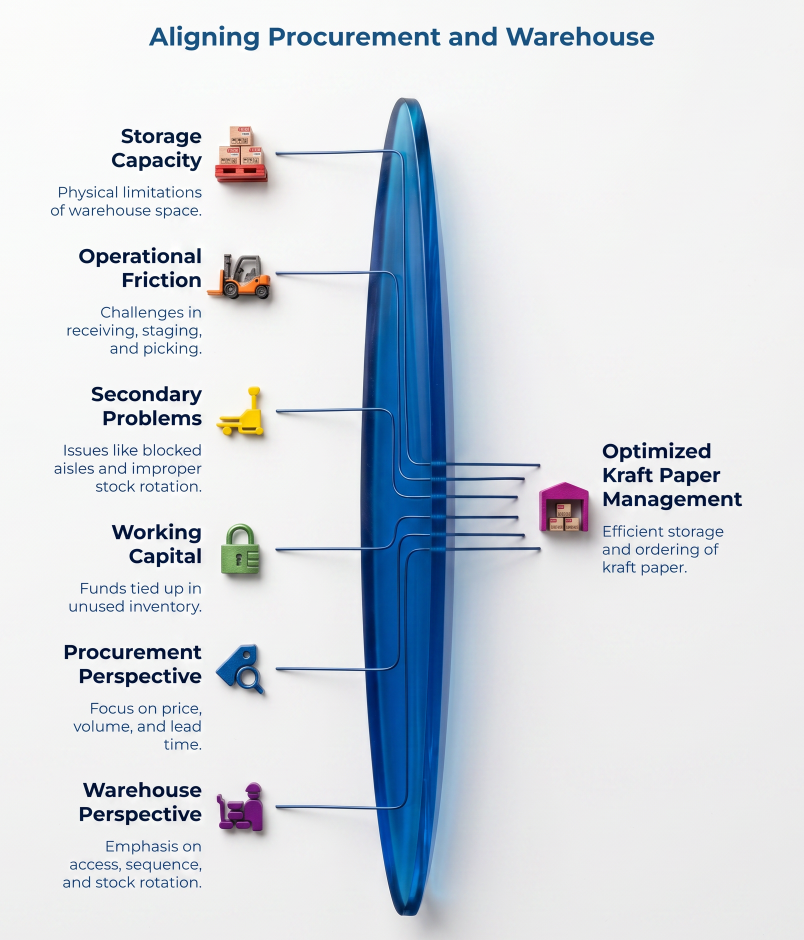
Storage capacity is not a facilities problem. It is a procurement constraint.
Every roll or pallet ordered must live somewhere between the day it arrives and the day it reaches the converting line. If your warehouse has a dedicated staging area, that volume sets a hard ceiling on order size. If kraft paper shares space with other materials, the ceiling shifts with what else is in the building. A larger purchase may reduce ordering frequency, but it also creates receiving, staging, picking, and rotation work. If the warehouse cannot store the added kraft paper cleanly and accessibly, the order may create operational friction rather than savings.
Ordering beyond that ceiling creates secondary problems. Pallets stacked in aisles block forklift paths. Rolls staged in non-climate-controlled overflow sit in conditions the material was never designed for — a risk explored in detail in how humidity and moisture can affect kraft paper shelf life in storage — and packaging teams pull from whatever is accessible rather than rotating stock properly, pushing older material to the back. Meanwhile, working capital sits locked in unused stock — a dynamic that compounds when inventory overload becomes the silent killer of your working capital.
This is where procurement and warehouse teams need the same picture. Procurement sees price, volume, and lead time. Warehouse teams see aisle access, picking sequence, and whether older stock is being buried. Before the next reorder, walk the storage area with your warehouse coordinator. Identify how many pallets or rolls the space can hold while allowing safe access, proper rotation, and room for other incoming shipments. That number — not the supplier’s minimum order suggestion — should anchor your maximum order quantity.
A useful way to think about it: if your storage covers four weeks of baseline usage and the supplier delivers in two, you have a buffer. If storage covers only two weeks and the supplier needs three, that gap will generate emergency orders no matter how disciplined the calendar schedule looks.
Different operating situations call for different responses:
| Operating Situation | Reorder Planning Response |
| High demand, low storage | Order more frequently, confirm lead time early, and avoid a large buffer the warehouse cannot rotate |
| Low demand, high storage | Avoid filling space just because it is available; match order size to likely consumption |
| Variable demand | Separate baseline usage from peak periods and review the trigger before campaigns or seasonal runs |
| Long supplier lead time | Reorder earlier and maintain a defined buffer, but keep the buffer tied to actual usage |
Factor in Supplier Lead Time Before Setting Your Reorder Point
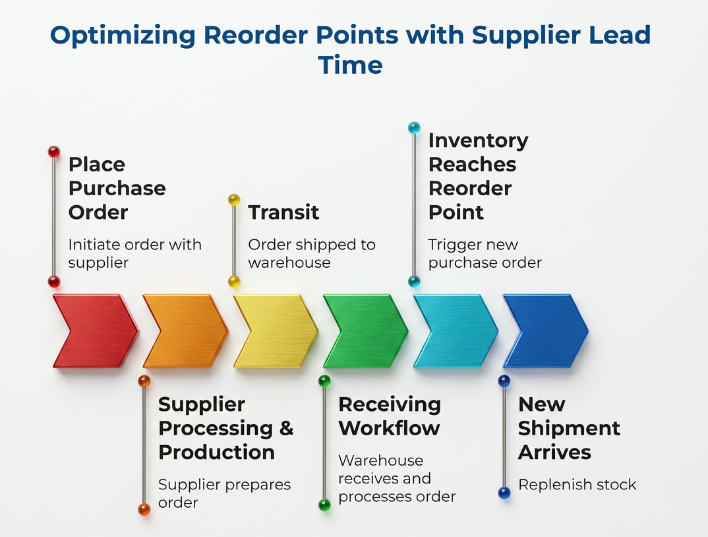
Lead time — the elapsed time between placing a purchase order and having usable material on the warehouse floor — connects ordering decisions to operational reality. It includes supplier processing, production scheduling, transit, and your receiving workflow.
Your reorder point is the inventory level that triggers a new purchase order. According to widely accepted inventory management principles, you must set the point so that normal usage during the lead-time window does not exhaust stock before the new shipment arrives. The basic logic is well established: stock falls over time until it reaches a defined order point, and the purchase must be placed early enough that the new shipment arrives before the remaining inventory runs out. The concept is simple. The execution depends on knowing your actual lead time.
Confirm it directly with your supplier. Ask for their typical order-to-delivery window for the grades and quantities you regularly purchase — a process covered step by step in ‘reorder cadence for kraft paper: setting intervals from supplier-confirmed cycle times.’ If lead time varies by order volume, grade availability, or shipping lane, ask for a realistic range rather than a best-case number.
Once confirmed, multiply lead time by average weekly usage. That is the minimum stock level before triggering a reorder. Add a modest safety stock margin if you want a buffer against demand spikes or delivery delays — safety stock is a calculated cushion sized to absorb realistic variability, not an excuse to double the order. For a formula-based approach, see inventory management 101: preventing paper bag stockouts during peak retail seasons, which walks through the reorder point calculation step by step. While standard inventory principles balance order costs against holding costs, the practical rule is simple: excess inventory ties up cash and floor space linearly, while too little stock stops the converting line entirely.
When either your demand pattern or your supplier’s lead time changes, your reorder point must change with it. A fixed reorder trigger only works as long as the inputs behind it remain stable. If the packaging team is using stock faster than usual during a customer campaign, a reorder placed at the normal trigger may arrive too late. The supplier did nothing wrong — the trigger was based on a quieter demand period.
Treat Material Usability as Part of the Reorder Workflow
Does kraft paper have a shelf life? While natural, uncoated kraft paper lacks a strict expiration date like a food product, coated, treated, or specialty grades often have functional shelf lives defined by the manufacturer. For a deeper treatment of this question, including a bulk-buying checklist and supplier questions, see how long can kraft paper be stored before packaging use. For standard grades, usability depends heavily on storage conditions, handling, paper grade, and the end application. A roll stored in stable, dry conditions will generally perform differently than one left on a loading dock through a humid summer. Kraft paper used for simple void fill may have different usability concerns from material destined for converting, printing, or customer-facing packaging.
This matters for reorder planning because ordering more than you can store well and rotate efficiently increases the chance that material reaches the packaging line in less-than-ideal condition. Moisture absorption, edge damage from poor stacking, and dust accumulation are practical risks — particularly for operations running coated or printed kraft grades where surface quality affects the finished product. Industry conditioning standards such as TAPPI T 402 reference a strictly controlled testing atmosphere of 23.0 ± 1.0 °C and 50.0 ± 2.0% relative humidity, which underscores how sensitive paper properties can be to environmental conditions — though specific storage tolerances should always be confirmed with the supplier or manufacturer. General paper industry guidelines support this same cautious principle: raw material performance and runnability are heavily influenced by warehouse handling and climate exposure.
Two practices help manage this risk. First, apply first-in, first-out rotation (FIFO) — material that arrives earliest moves to the packaging line first. Mark receiving dates clearly, keep older rolls or cartons visible, and ask warehouse staff to flag torn wrapping, crushed edges, contamination, or water exposure before the next reorder. If your warehouse layout makes FIFO difficult, flag it as a storage design issue. Second, confirm recommended storage conditions with your supplier’s documentation — the kraft paper storage conditions procurement teams should review before increasing order volume guide covers what to check for humidity, wrapping integrity, and stock rotation. What one facility handles easily may not match your actual warehouse environment, especially during seasonal weather shifts.
Good storage and reliable rotation support holding slightly more stock with confidence. Marginal conditions favour smaller, more frequent orders.
Build a Simple Kraft Paper Reorder Planning Checklist
Everything above converges into a repeatable tool. Before placing the next order, audit these six operational metrics:
| Planning Input | What to Check | Why It Matters |
| Average usage | Weekly or monthly kraft paper consumption over the past 3–6 months | Sets baseline demand |
| Peak usage | Highest recent packaging period and when it occurs on the calendar | Prevents under-ordering during demand spikes |
| Supplier lead time | Days or weeks from purchase order to delivery, confirmed with your supplier | Determines how early to reorder |
| Storage capacity | Space available for rolls, sheets, or cartons while maintaining access and rotation | Prevents over-ordering |
| Usability buffer | Amount that can be stored and rotated properly before material condition becomes a concern | Reduces stock-aging risk |
| Reorder trigger | Inventory level that prompts a new purchase order, including a safety stock margin | Creates a repeatable action point |
You do not need inventory management software to use this checklist. A spreadsheet or printed worksheet updated monthly will work for most SMB procurement teams. The value comes from making decision inputs explicit rather than relying on memory. If demand changes too much to plan — a common objection — separate baseline from peak usage and review more frequently during shifts.
For roll-form operations, index roll width, core size, wrapping integrity, and receiving dates alongside the core checklist — the kraft paper parent roll receiving controls checklist provides a seven-step gate covering document matching, moisture screening, and roll status at receiving. For sheet or converted formats, track carton counts, picking velocity, and physical rack locations.
Keep the worksheet tied to real records. Purchase history shows what was bought. Warehouse counts show what remains. Packaging schedules show what will be needed next.
Common Reorder Timing Mistakes to Avoid
Even experienced procurement managers fall into patterns that erode reorder accuracy over time. Recognising these gaps is half the fix.
Reordering on a fixed calendar schedule without checking usage. A monthly order works only when demand and lead times are consistent. The moment either shifts, the schedule drifts out of sync with actual need.
Buying more because the per-unit price drops at higher volumes. Volume pricing is a tradeoff involving storage capacity, cash flow, and usability — not a default win. The dynamics of this trap are covered in the ‘Inventory Trap’: why buying mill direct is bankrupting small paper converters. A larger order that exceeds storage or sits longer than the rotation cycle can handle may offset any per-unit advantage.
Ignoring warehouse input when sizing orders. If the person placing the order does not know how much space is available — or whether older stock is hard to reach — order size becomes a guess and rotation suffers.
Treating safety stock as unlimited backup. Safety stock should cover realistic variability — a late delivery, a short-term demand spike. It is not a reason to double the order. Too much buffer becomes overstock under another name.
Forgetting order minimums. Minimum order quantity can affect reorder size, storage pressure, and buying cadence. If the supplier’s MOQ exceeds what your storage and rotation can handle, that constraint needs to be part of the reorder conversation — and strategies for working within or around it are covered in from volume constraints to agility: a guide to overcoming the MOQ barrier.
Treating shelf life as one fixed number. Usability depends on storage, handling, paper type, and application. Confirm storage guidance with the supplier rather than assuming a universal rule.
Skipping reorder review after demand changes. A reorder point set six months ago may no longer fit if packaging volume, product mix, or lead time has shifted.
When to Review or Adjust Your Reorder Cadence
Reorder timing is not something you set once. Certain operational signals should prompt a fresh review.
Revisit your reorder cadence when packaging volume changes noticeably, when your supplier communicates a change in lead time or minimum order requirements, when storage capacity shifts, when material condition issues appear on the converting line, when new packaging formats or customers change demand, or when emergency orders start recurring. That last signal is the clearest indicator that the reorder point is too low or lead-time assumptions are outdated. For a structured approach to fixing the cadence, see kraft paper lead time management: a 5-step cadence discipline checklist to cut expedites.
A supplier conversation becomes more useful when you bring clear usage and storage information to it. The kraft paper shelf-life questions to ask before buying in bulk article provides a 10-question supplier checklist that complements the questions listed below. Before adjusting anything, gather fresh data. These questions, directed at your supplier, give you the updated inputs the checklist needs:
- What is the current lead time for the grades and quantities we typically order?
- What is the minimum order quantity, and does it affect lead time?
- What storage conditions do you recommend for the kraft paper grades we purchase?
- Do you offer recurring order scheduling or standing delivery windows?
- If we need to adjust order size or frequency, how much notice do you need?
- What information should be included in the purchase order to reduce confusion?
Make Reorder Timing a Planning Habit
Before reading this, the assumption may have been that kraft paper reordering is mostly about price, volume, and supplier availability. The reality is more operational: efficient purchasing aligns your physical floor space and supplier schedules with real-time packaging consumption.
Before your next recurring kraft paper order, review your usage rate, storage capacity, and supplier lead time so your reorder timing reflects actual packaging demand. Start with the checklist. Confirm the numbers with your warehouse coordinator and your supplier.
Fewer emergency calls. Fewer pallets collecting dust. More confidence at the next reorder.
Frequently Asked Questions
How often should a business reorder kraft paper?
There is no universal interval. The right frequency depends on usage rate, storage capacity, supplier lead time, and buffer stock needs. A fixed schedule works only when demand, delivery timing, and storage conditions remain stable. Review these inputs rather than defaulting to a fixed schedule.
Is it better to buy kraft paper in bulk?
Bulk purchasing may work when demand is predictable and storage is sufficient. It creates problems when material sits longer than rotation can handle or when limited storage forces overflow into unsuitable conditions. For a detailed treatment of this question, see kraft paper shelf life: what procurement teams should ask before buying in bulk. Treat it as a tradeoff, not a default rule.
What should be tracked before setting a reorder point?
Average usage, peak usage, supplier lead time, current stock level, storage capacity, and material condition issues. Also track emergency orders and leftover stock after busy periods — those signals show whether the current trigger is too early, too late, or based on the wrong demand pattern. These inputs form the basis of a practical reorder trigger.
Can storage conditions affect kraft paper usability?
They can, depending on paper grade, handling, warehouse environment, and end application. Confirm storage recommendations with the supplier or manufacturer rather than assuming a universal rule, especially for large orders, specialized grades, printed applications, or longer storage periods. For a warehouse-level perspective, see how to protect kraft paper parent rolls from warehouse moisture and temperature risks before converting.
Disclaimer:
This article is for educational and informational purposes only. Reorder timing, storage practices, and procurement decisions should be based on your organisation’s specific operational data, supplier agreements, and storage conditions. Confirm lead times, storage recommendations, and material handling guidance with your supplier or paper manufacturer before making purchasing changes.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.