
📌 Key Takeaways
Printed codes on pharmaceutical folding cartons mean nothing if they can’t be scanned reliably, traced to records, or defended in an audit.
- Codes Must Scan Under Real Conditions: A barcode that passes lab tests can still fail on a fast production line—specify scanner speed, lighting, and pass rates upfront.
- Serialization Means Identity, Not Just Ink: Each folding carton needs a unique identifier tied to transaction records, not just a printed symbol that counterfeiters can copy.
- Tamper Evidence and Traceability Work Together: A seal that shows opening and a code that links to ownership history are paired defenses—neither works alone.
- Write Requirements Before Comparing Quotes: Vague terms like “serialization-ready” let suppliers interpret differently—name the symbol format, print grade, and proof documents required.
- Assign Ownership Across Teams Early: When Packaging, Quality, Regulatory, and Procurement each assume someone else owns serialization, gaps appear that audits expose.
Defensibility starts at sourcing, not at artwork approval.
Procurement managers, packaging engineers, and quality leads responsible for pharmaceutical folding carton specifications will gain a practical framework here, preparing them for the detailed verification checklists that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The scanner beeps once on the sample folding carton. The black 2D square looks crisp under bright QA lights, and the pack seems ready to approve.
That moment is where many teams stop. It is also where vulnerable folding cartons begin.
A pharmaceutical folding carton that looks correct is not the same as a pharmaceutical folding carton that can be trusted. An on-pack code is not the same thing as a defensible control. Across global supply chains, counterfeit medications reach patients inside packaging that appears identical to the original — same colors, same fonts, same layout. The difference between a genuine folding carton and a convincing replica often comes down to a single element: a unique, machine-readable identity that cannot be copied, guessed, or forged.
In folding carton production, the distinction between a ‘printed symbol’ and a ‘functional identifier’ becomes critical. A 2D matrix that scans under stationary QA lights may fail at high-speed line rates due to substrate vibration or ink-spread tolerances.
The assumption that high-fidelity proofs equate to operational security persists due to perceived efficiency, yet this logic fails to account for high-speed production variables. Standard print can be reproduced by counterfeit syndicates with access to modern printing equipment. Standard barcodes can be duplicated. Standard specifications can be interpreted differently by every supplier who receives them. In regulated pharmaceutical packaging, these vulnerabilities do not simply create operational inconvenience. They create traceability gaps, audit failures, and patient-safety risks that no certificate or supplier promise can repair after the fact.
This guide provides a framework for transforming pharmaceutical folding carton serialization from a line item on a specification sheet into a defensible system. It covers why standard print fails in regulated environments, what serialization actually adds beyond ordinary identifiers, how to translate security requirements into enforceable RFQ fields, and how cross-functional teams should divide ownership. The goal is not to add features. The goal is to build folding cartons that can carry verified identity, remain readable under production stress, and be defended with auditable supplier proof.
Why Standard Print Becomes a Supply-Chain Vulnerability in Pharma
Standard printing techniques were designed for presentation, not verification. That distinction explains why a folding carton that prints clearly on a proof sheet may still fail as a control point in a regulated supply chain.
The assumption that printing equals security is one of the most persistent blind spots in pharmaceutical packaging. A proof shows appearance under controlled conditions. It does not prove scanner readability at line speed. It does not prove that the symbol will survive substrate variation, finishing changes, handling abrasion, or print drift across batches. It does not prove that encoded data is structured correctly. And it certainly does not prove that the supplier can hold those conditions repeatedly, not just once.
Standard printing techniques are inherently reproducible. A skilled counterfeiter with access to modern printing equipment can replicate colors, gradients, text, and even basic barcodes with high fidelity. The World Health Organization has documented how substandard and falsified medical products reach markets worldwide, often inside packaging that visually matches legitimate products. The print quality is not the problem. The absence of a verifiable, unique identity is.
Beyond counterfeiting, standard print creates operational vulnerabilities that surface during production and distribution. A barcode printed without attention to quiet zones, contrast ratios, or substrate behavior may scan successfully on a flatbed verifier but fail repeatedly under high-speed line conditions. When specifications do not define print tolerance baselines, suppliers interpret requirements differently. One supplier delivers folding cartons with codes that read at 150 units per minute. Another delivers folding cartons where the same code fails above 80 units per minute. Both met the specification as written. Neither met the operational need.
The shift from presentation to a control infrastructure changes what the folding carton must do. In pharmaceutical supply chains, the folding carton is not simply a container with branding. It is a data carrier that must remain readable across multiple scanning events, a tamper-evidence surface that must reveal unauthorized access, and a traceability anchor that must connect to electronic transaction records. Standard print addresses none of these functions by default.
Teams often discover these gaps late — during qualification runs, incoming inspection, or regulatory audits. By that point, the supplier has delivered to specification, the artwork has been approved, and the dispute centers on what “pharma-grade” was supposed to mean. The problem is not bad faith. The problem is that vague specifications invite interpretation, and interpretation creates incomparable outcomes. For a detailed look at how specification gaps produce quote chaos, see the guesswork gap: using specification-true quotes to build a predictable folding carton packaging budget.
A folding carton can look compliant long before it is defensible. That is the trap.
What Pharma Folding Carton Serialization Actually Adds Beyond Ordinary Print
Serialization transforms the folding carton from a generic container into a unique digital asset—providing individual unit identity rather than mere batch-level visibility.
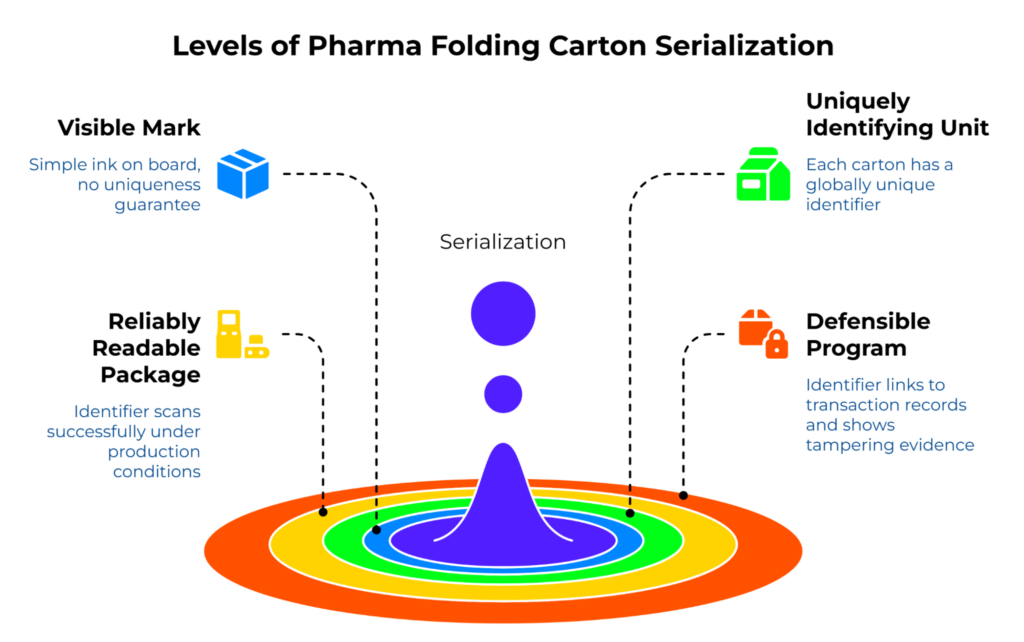
Understanding what serialization adds requires distinguishing between four levels of capability that are often conflated.
A visible mark is simply ink on board. It may be a barcode, a logo, or a batch number. It can be seen and potentially read, but it carries no guarantee of uniqueness or traceability.
A uniquely identifying serialized unit goes further. Each folding carton carries an identifier that appears nowhere else in the world. This identifier is issued once, recorded in a trusted system, and can be verified against that system at any point in the supply chain.
A package that can be read reliably adds operational discipline. The identifier must scan successfully under real production conditions — at line speed, under production lighting, across thousands of consecutive units. A code that exists but cannot be read is functionally absent.
A folding carton program that can be defended in an audit or deviation review represents the complete system. The identifier links to transaction records. The folding carton shows evidence of tampering if compromised. The supplier’s capability to produce compliant packaging is documented and verified. Every element can be traced, proven, and defended.
Think of serialization as a secure passport and unique fingerprint for every medicine box. A passport confirms that the holder is who they claim to be and that their travel history can be verified against official records. A fingerprint provides an identifier that cannot be transferred, duplicated, or guessed. Pharmaceutical serialization combines these functions: the folding carton carries a unique product identifier encoded in a standardized format, and that identifier links to electronic records that document the product’s origin, ownership, and transaction history.
The U.S. FDA’s Drug Supply Chain Security Act (DSCSA) establishes requirements for product tracing, verification, and interoperable electronic exchange across the U.S. pharmaceutical supply chain. Under DSCSA, each package must carry a product identifier that includes the National Drug Code, serial number, lot number, and expiration date, encoded in a 2D data matrix. The identifier is not decorative. It is the anchor for transaction records that trading partners must exchange and retain.
In the European Union, the Falsified Medicines Directive (FMD) and its Delegated Regulation require unique identifiers and anti-tampering devices on prescription medicines. The unique identifier must be verified against the European Medicines Verification System (EMVS) before the product is dispensed. If the identifier is unreadable, absent, or already decommissioned, the product cannot be released to the patient.
Ordinary print cannot deliver these outcomes. A standard barcode can be copied. A copied barcode points to the same data as the original, making it invisible to verification systems until a duplicate serial number surfaces — often long after the counterfeit has reached patients. Serialization creates a closed loop: a serialized identifier is unique, system-validated, and immutable upon issuance. A copy cannot survive verification because it was never issued.
The Technical Layer Most Teams Miss: Readability, Tolerances, and Substrate Reality
Readability under production conditions is the technical layer that separates compliant folding cartons from functional ones. The presence of a 2D matrix on a folding carton does not mean the folding carton is serialization-ready. This is where the article earns trust with engineers and quality teams, because scanner success depends on more than having the code.
A data matrix symbol must be readable by scanners operating at line speeds that can exceed 300 units per minute. The scanner has milliseconds to acquire the image, decode the symbol, and transmit the data. If the code fails to read, the line stops or the unit diverts to manual inspection. Either outcome disrupts throughput and introduces handling that increases error risk.
Readability depends on factors that standard print specifications rarely address. The GS1 DataMatrix Guideline defines parameters for symbol size, module dimensions, quiet zones, and print quality grades. GS1 also notes that variable-length element strings may require separators such as FNC1 or the group separator, and that symbol location must account for available package space, substrate, and packaging constraints such as folds, seams, or curvature that can affect scanning. Meeting these parameters requires control over variables that extend far beyond the print file.
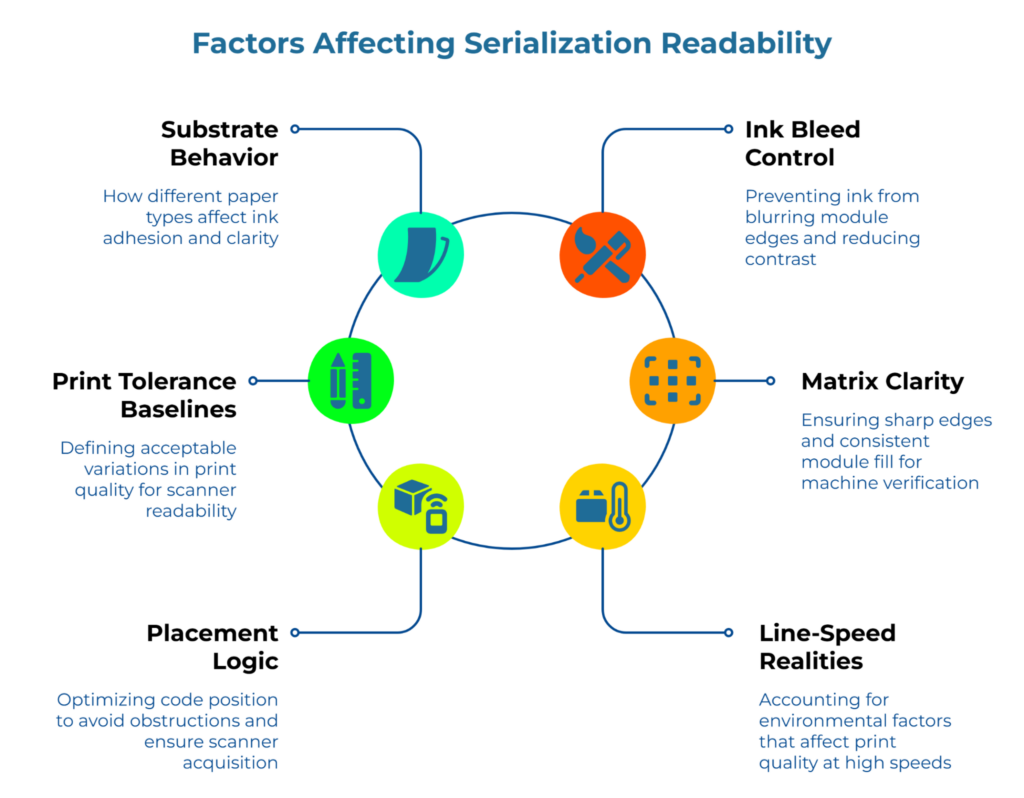
Substrate behavior —determined by the board grade supplied by packaging paper manufacturers—determines how ink adheres, spreads, and dries. A coated paperboard may produce sharp module edges; an uncoated surface may allow ink bleed that reduces contrast and obscures quiet zones. The same print settings that produce a Grade A symbol on one substrate may produce a Grade C on another.
Ink bleed control is a specific discipline within print management. When ink spreads beyond its intended boundaries, module edges blur, contrast ratios drop, and quiet zones shrink. On high-speed lines, even minor ink bleed can push a code from readable to marginal.
Print tolerance baselines define acceptable variation in module placement, contrast, and defect density—much like board grade tolerances define acceptable material variation across suppliers. Without documented tolerances, suppliers have no reference for what “readable” means. A verification report showing a passing grade under laboratory conditions does not predict performance at line speed, under production lighting, with accumulated dust on scanner lenses. Print tolerance baselines protect scanner readability because they force the conversation into measurable territory.
Matrix clarity encompasses the overall visual and optical quality of the 2D symbol. Sharp edges, consistent module fill, and adequate contrast between light and dark elements all contribute to clarity. A symbol that looks acceptable to the human eye may still fail machine verification if clarity falls below threshold.
Placement logic affects scanner acquisition. A code positioned too close to a fold line, a perforation, or an overprint zone may be partially obscured during handling. A code oriented against the direction of travel may require scanner reconfigurations that slow the line. A crease line can interfere with placement. A seam can distort a symbol.
Line-speed realities introduce variables that static verification cannot capture. Temperature fluctuations affect ink viscosity. Humidity affects substrate moisture content and dimensional stability. Line vibration affects print registration. A code that is verified correctly in a climate-controlled print room may fail on a packaging line operating in different conditions.
The technical discipline required to maintain readability is not a printing concern alone. It requires coordination between packaging engineering, print suppliers, and line operations. Specifications must define not only what the code should look like, but what conditions it must survive and what evidence will prove that it does. Instead of asking whether a folding carton is “serialization ready,” teams should ask better questions: What substrate was used for the trial? What contrast conditions were accepted? What code size and placement logic were validated? What inspection method was used? What change trigger applies if finishing, board, or print process shifts later?
That is the point where serialization transitions from a visual requirement to a validated engineering output.
From Feature Checklist to Defensible System
Serialization alone does not create a defensible supply chain. A defensible system integrates serialization with tamper evidence, traceability logic, supplier validation, and change control into a single, audit-ready framework.
Think of this integration as building an immune system for the pharmaceutical folding carton supply chain. A robust defense strategy employs a layered architecture of detection and response, ensuring anomalies are isolated before they propagate through the distribution network. A passive package only exists. A defended package detects, distinguishes, and supports response. A defensible serialization system operates the same way.
Serialization provides the unique identifier — the capacity to distinguish one unit from every other unit in circulation. Without serialization, all folding cartons of a given SKU are interchangeable. With serialization, each folding carton carries a verifiable claim of identity.
Tamper evidence provides the physical signal that a folding carton has been accessed. If the seal is broken, the label is torn, or the closure shows manipulation, the folding carton’s integrity is suspect regardless of what the identifier says. Tamper evidence and serialization work together: the identifier confirms which unit is in question, and the tamper-evident feature confirms whether that unit has been compromised. Treating these as separate layers — one owned by packaging engineering, the other by quality — creates gaps that counterfeit syndicates can exploit. In the EU framework described by the European Medicines Agency, the unique identifier and anti-tampering device are paired safety features, not independent ideas.
Traceability logic connects the identifier to transaction records that document where the product has been and who has handled it. Under DSCSA, trading partners must exchange transaction information, transaction history, and transaction statements at each change of ownership. The identifier is the key that links the physical folding carton to these electronic records. Without traceability, the identifier is an orphan — a code with no documented history.
Supplier validation confirms that the folding carton manufacturer can produce serialization-ready packaging to specification, repeatedly, with documented evidence. A supplier’s claim to serialize is not the same as a supplier’s demonstrated capability—a principle explored in depth in the guide to comprehensive folding carton supplier verification methodology. Validation requires print-quality records, line-speed readability data, substrate compatibility evidence, and change-control procedures that protect the folding carton’s compliance status over time.
Change control ensures that modifications to artwork, materials, processes, or suppliers do not break the system. A substrate change that affects ink adhesion, a print-setting adjustment that reduces contrast, a supplier switch that introduces new equipment — any of these can degrade readability or tamper-evidence performance. Change control requires that each modification is evaluated, documented, and approved before implementation.
When these elements operate together, the folding carton becomes more than a container. It becomes a control point that can detect anomalies, trigger investigations, and support recall actions with unit-level precision. For a deeper exploration of governance structures that maintain this integration, see beyond the certificate: a governance model for pharmaceutical packaging compliance.
How to Translate Serialization Into RFQ and Specification Fields
Security goals become real only when they are written into supplier-facing language. Converting serialization requirements into enforceable RFQ language is where many procurement processes fail. Vague terms like “serialization-capable” or “track-and-trace ready” invite supplier interpretation. Specific, measurable fields force alignment before quotes arrive.
The following categories represent the foundational technical criteria required for defensible serialization procurement.
Serialization capability requirements should define the data structure expected (GS1-128 with Application Identifiers, GS1 DataMatrix per the GS1 General Specifications), the data elements to be encoded (GTIN, serial number, lot number, expiration date), and the source of serial numbers (buyer-provided, supplier-generated from an allocated range, or third-party serialization provider). The specification should also state whether the supplier must support aggregation — the linking of unit-level identifiers to case-level and pallet-level identifiers.
2D matrix print expectations should reference the GS1 DataMatrix Guideline and specify the minimum acceptable print quality grade (typically Grade C or above for high-speed scanning), the target module size (commonly 0.254 mm to 0.381 mm for pharmaceutical folding cartons), and the verification method (ISO/IEC 15415 reflectance-based verification). The specification should require that verification reports accompany each production lot.
Readability and tolerance expectations should define the scanning conditions under which readability must be demonstrated: scanner type, angle, distance, line speed, and number of consecutive successful reads required. Tolerance bands for contrast, modulation, and defect density should reference the grading criteria in ISO/IEC 15415. If the buyer operates specific scanner models on the packaging line, those models should be named.
Tamper-evident expectations should describe the tamper-evident feature required (perforated flap, shrink band, label seal, or integrated closure), the failure mode that must be visible upon tampering (tear pattern, void message, irreversible deformation), and the inspection criteria for incoming lots. If the tamper-evident feature must survive specific handling or environmental conditions, those conditions should be stated.
Evidence requirements at quote or qualification stage should specify what documentation the supplier must provide before the quote is considered complete. This typically includes sample folding cartons with serialized codes, verification reports from an accredited laboratory, evidence of previous pharmaceutical serialization production, and references from current pharmaceutical customers—elements that should be structured as supplier evidence packs for folding cartons. Requiring evidence at quote stage filters suppliers who cannot substantiate their claims before commercial negotiations begin—a principle central to building a proof ladder for folding carton suppliers. For more on why opacity in RFQs creates downstream risk, see why traditional RFQs fail: the hidden cost of opacity in pharma packaging procurement.
Change-notification expectations should require the supplier to notify the buyer in advance of any change to substrates, inks, print equipment, serialization software, or tamper-evident components. The notification period (commonly 60 to 90 days) and the approval process should be defined. This clause ensures that the buyer’s qualification status is not silently invalidated by undocumented supplier changes.
If one supplier reads “serialize ready” as empty white space, another reads it as variable-data printing, and a third reads it as a full verification-capable workflow, the quote set is already broken. Write the requirement. Write the proof. Write the change trigger. Then compare suppliers.
For guidance on structuring RFQ fields to produce comparable quotes, see how to normalize your first folding carton quote: a beginner’s guide.
A Serialization Defensibility Matrix for Packaging, Quality, and Procurement
The matrix below maps each control layer to the risk it prevents, the specification field that governs it, the validation evidence required, the primary owner, and the timing for verification. This framework functions as a decision-support tool rather than a decorative chart. Each row connects a control layer to the risk it mitigates, the field the buyer must specify, the proof the supplier must show, the owner who must review it, and when verification should occur.
| Security / Control Layer | Failure Mode Prevented | Specification / RFQ Field | Validation Evidence to Request | Primary Owner | When to Verify |
| Unique Identifier (Serialization) | Counterfeit entry via duplicated codes; untraceable units in recall scenarios | Data structure (GS1 DataMatrix), data elements (GTIN, serial, lot, expiry), serial number source | Sample folding cartons with encoded data; verification report; serial number allocation documentation | Regulatory Affairs | RFQ stage; artwork approval; first production lot |
| 2D Matrix Print Quality | Scanner failures at line speed; manual rework; lot release delays | Print quality grade (ISO/IEC 15415), module size, verification method | Lot-level verification reports (Grade C or above); scanner compatibility test results | Packaging Engineering | Artwork approval; incoming inspection; periodic re-verification |
| Readability Under Production Conditions | Codes pass lab verification but fail on packaging line | Scanner type, angle, line speed, consecutive read requirement, tolerance bands | Line-speed readability trial data; scanner model compatibility evidence | Packaging Engineering + Line Operations | Qualification run; annual re-qualification |
| Tamper-Evident Feature | Undetected package access; compromised product reaches patient | Feature type (seal, perforation, shrink band), visible failure mode, inspection criteria | Sample folding cartons demonstrating tamper response; supplier’s tamper-evidence test protocol | Quality / Compliance | RFQ stage; incoming inspection; change review |
| Traceability Linkage | Identifier present but not connected to transaction records; audit gaps | Aggregation capability, data exchange format, electronic record retention | Evidence of successful data exchange with buyer’s serialization system; transaction record sample | Regulatory Affairs + IT | System integration testing; first commercial shipment |
| Supplier Qualification Evidence | Unverified claims; late-stage capability gaps; undocumented processes | Previous pharma serialization production, customer references, quality certifications | Redacted production records; customer reference letters; ISO 9001 (with documented GMP adherence), PS 9000, or an equivalent secondary packaging certification | Procurement + Quality | Pre-qualification; annual review |
| Change Control | Silent changes degrade readability or tamper-evidence; requalification triggered unexpectedly | Change-notification period, approval process, affected-component list | Supplier’s change-control SOP; evidence of notification compliance from prior changes | Quality / Compliance | Contract execution; ongoing supplier management |
A matrix like this does more than organize information. It changes behavior. It forces Packaging Engineering, Quality, Regulatory, and Procurement to review the same system through their own responsibilities instead of handing the risk to one another. This is where defensibility starts.
How Cross-Functional Teams Should Divide Ownership
Serialization defensibility breaks down when each function treats it as someone else’s responsibility. Packaging Engineering assumes Regulatory will define the requirements. Regulatory assumes Quality will verify supplier capability. Quality assumes Procurement will enforce the specification. Procurement assumes the specification is complete when it arrives. The result is a folding carton that nominally meets requirements but fails under operational or audit stress.
Clear ownership assignments prevent these gaps.
Packaging Engineering owns the technical specification and physical execution. This includes symbol design, print tolerances, substrate selection, placement logic, and the hard question that often gets postponed too long: can this pack hold scanner readability under real production conditions? Packaging Engineering should define the readability requirements based on actual line conditions, not theoretical scanner capabilities. When suppliers submit verification reports, Packaging Engineering should review them against the specification and flag discrepancies before lot release.
Regulatory Affairs owns the compliance framework. This includes interpreting DSCSA, EU Falsified Medicines Directive, and other applicable regulations; defining the data elements that must be encoded; and ensuring that the serialization program supports interoperable data exchange with trading partners. Regulatory Affairs should participate in supplier qualification to confirm that the supplier understands the regulatory context, not just the print requirements.
Quality / Compliance owns proof. This includes defining the evidence required at each qualification stage, reviewing incoming inspection results, approving any change that could affect serialization or tamper-evidence performance, and maintaining acceptance logic, verification records, retained evidence, and deviation readiness. Quality should also own the audit trail — the documentation that proves, at any future point, that the folding carton met requirements when it was approved. If a batch investigation starts tomorrow, Quality should already know what evidence exists and where the gaps are.
Procurement owns the commercial relationship, the RFQ process, and comparability—whether representing folding carton buyers or coordinating with supplier qualification teams. This includes translating internal requirements into specification language that suppliers can quote against, collecting and organizing supplier evidence packs, and enforcing change-notification clauses. Procurement should not approve a supplier based solely on capability claims. Procurement should verify that the evidence collected by Quality and Packaging Engineering supports the award. Procurement is not a late-stage buyer here. It is one of the places where defensibility is built.
The handoff points between these functions are where failures occur. A standing serialization governance meeting — monthly or quarterly, depending on portfolio complexity — keeps each function accountable for its deliverables and creates a forum for resolving ambiguities before they become audit findings.
The code belongs to everyone. So does the failure.
What to Verify Before Approving a Supplier or a Change
The question is not whether the supplier says they can serialize. The better approval question is this: what must be proven, by whom, and at what stage before this folding carton can be trusted?
Before initial supplier approval, verify the following:
- The supplier has produced serialized pharmaceutical folding cartons for other regulated customers.
- Verification reports from those production runs demonstrate consistent print quality at Grade C or above.
- The supplier’s quality management system is certified to ISO 9001 with strict adherence to Good Manufacturing Practices (GMP), PS 9000, or an equivalent standard designed specifically for secondary pharmaceutical packaging—though as detailed in stop trusting ISO certificates for folding carton packaging, certificates alone do not guarantee run-specific compliance. The supplier has a documented change-control procedure and can provide evidence of notification compliance from prior changes. Sample folding cartons with serialized codes scan successfully on your production equipment at your target line speed.
Before artwork approval, verify the following: The 2D matrix symbol meets GS1 DataMatrix Guideline parameters for size, placement, and quiet zones. A verification report confirms that the symbol achieves the specified print quality grade under conditions representative of production. The tamper-evident feature functions as specified and reveals visible evidence of tampering under the inspection criteria you defined.
Before first production lot release, verify the following: Lot-level verification reports confirm that the production run met print quality specifications. Line-speed readability trials confirm that the codes read successfully at target throughput. Serialization data has been successfully transmitted to and received by your serialization system or trading partners. Incoming inspection confirms that tamper-evident features are intact and functional.
Before approving any change, verify the following: The supplier provided advance notification within the contractually required period. The change was evaluated for impact on readability, tamper evidence, and traceability. If the change affects a controlled variable (substrate, ink, print equipment, serialization software), requalification evidence was collected and reviewed. The change was approved by Quality before implementation.
These checkpoints are not bureaucratic obstacles. They are the evidence trail that demonstrates defensibility. When an auditor asks how you know the folding carton met requirements, the answer is not “the supplier said so.” The answer is documented proof at each control point.
A board substitution, a finish adjustment, a change in print technology, a relocation of the symbol, or a scanner-setting change may all alter real-world readability or pack integrity. Minor-looking process changes can weaken a defensible system faster than teams expect. That is why defensibility is created early. The strongest folding cartons are not the ones with the most ink or the most labels. They are the ones whose identity, traceability, tamper evidence, and supplier proof were designed together from the start.
Pharmaceutical folding carton serialization is not a feature. It is a system — one that works only when serialization, tamper evidence, print-readability control, and supplier validation are designed together from the earliest sourcing stage. Standard print cannot deliver this outcome. Standard specifications cannot enforce it. Standard assumptions about “pharma-grade” capability cannot protect against the operational, regulatory, and patient-safety risks that counterfeit and non-compliant packaging creates.
The framework in this guide provides a starting point for teams ready to move from reactive compliance to proactive defensibility. Define your requirements in measurable terms. Collect evidence at each qualification stage. Assign clear ownership across Packaging Engineering, Regulatory Affairs, Quality, and Procurement. Verify before you approve — and re-verify before you accept any change.
For additional guidance on supplier qualification, specification alignment, and packaging compliance, explore the PaperIndex Academy. To connect with verified suppliers in the folding carton and pharmaceutical packaging space, visit Find Suppliers on PaperIndex.
Disclaimer
This article is for informational and educational purposes only. It should not be used as a substitute for legal, regulatory, quality-assurance, serialization-program, or packaging-validation advice. Readers should confirm requirements against applicable market rules, internal SOPs, and qualified regulatory or quality professionals before finalizing specifications, artwork, or supplier approvals.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.