
📌 Key Takeaways
Barcode failures on pharmaceutical packaging are often a substrate problem, not a printer problem and fixing the wrong thing wastes time and creates compliance risk.
- The Board Is Part of the Code: How ink spreads and holds depends on the folding carton surface, not just the print system. Upgrade the substrate specifications, not just the printer.
- 2D Codes Punish Surface Problems: Dense matrix codes magnify tiny ink flaws that older barcodes would tolerate, making board consistency far more important.
- “Pharma-Grade” Means Nothing Specific: Without named barrier values and test methods, suppliers interpret vague specifications differently, and quotes become impossible to compare.
- Late Failures Start Early: When scan problems appear at QA instead of printing, the root cause is usually missing substrate requirements in the original RFQ.
- Specify Together, Not Separately: Treating folding carton material and serialization as separate procurement tracks invites failures that neither team can fix alone.
Defensible traceability starts with specifying the board as part of the code system—not as background material.
Packaging, QA, and procurement teams responsible for pharmaceutical serialization will find actionable specification guidance here, preparing them for the detailed framework that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The specification sheet says “pharma-grade board.” The scanner says “unreadable.” Both are telling the truth.
This contradiction reveals a dangerous assumption embedded in pharmaceutical packaging operations worldwide: that serialization compliance is fundamentally a printing problem. Upgrade the thermal printer. Recalibrate the ink jets. Switch to higher-resolution label stock. The track-and-trace failures will resolve themselves.
They won’t. Systemic failure originates at the interface of the ink and the folding carton substrate.
Linear barcode on legacy substrate: Acceptable for simple identification. Lower data density. More forgiving print margins.
2D matrix on poor substrate: Higher data density, but blur and ink spread soften module edges and increase read failures.
2D matrix on normalized substrate: Crisp modules, stable readability, and a defensible foundation for audit-ready serialization.
The Myth: “If We Improve the Printer, the Barcode Problem Is Solved”
The legacy assumption feels reasonable. For decades, linear barcodes worked well enough. When codes failed to scan, the fix was usually mechanical—clean the print heads, adjust the ribbon tension, check the label alignment. Packaging teams developed muscle memory around these interventions.
This reliance on mechanical adjustment obscures the underlying chemical variables.
Modern pharmaceutical traceability has moved beyond batch-level identification to unit-level serialization. The U.S. Drug Supply Chain Security Act (DSCSA) mandates an electronic, interoperable system to identify and trace prescription drugs at the package level.[1] The EU Falsified Medicines Directive requires a unique identifier and anti-tampering device on medicinal product packaging.[2] These regulations do not ask whether a barcode can be read under ideal conditions. They require that every individual package carry a scannable identifier that survives manufacturing, distribution, and pharmacy verification.
The shift from “batch identification” to “unit traceability” redefines the performance requirements for the folding carton substrate.
Why Basic Linear Barcodes No Longer Match Modern Pharma Traceability
Linear barcodes encode data in a single horizontal dimension. A standard UPC-A holds 12 numeric digits. Code 128 can hold more, but physical width expands with data length, and scanner tolerance narrows as bar density increases.
Unit-level serialization requires encoding a Global Trade Item Number (GTIN), a serial number, an expiration date, and often a batch or lot number—all within a space that fits on secondary packaging. In healthcare traceability, GS1 has historically designated DataMatrix as the primary 2D data carrier for product identification, though GS1 QR Codes (powered by the GS1 Digital Link standard) are increasingly authorized and adopted as the industry approaches the Sunrise 2027 transition.[3] A 2D matrix code stores information both horizontally and vertically, compressing far more data into a smaller footprint.
But density creates vulnerability. The tighter the module grid, the less tolerance the code has for print defects. A single blurred cell can corrupt the scan.
Reality: The Substrate Is Part of the Serialization System
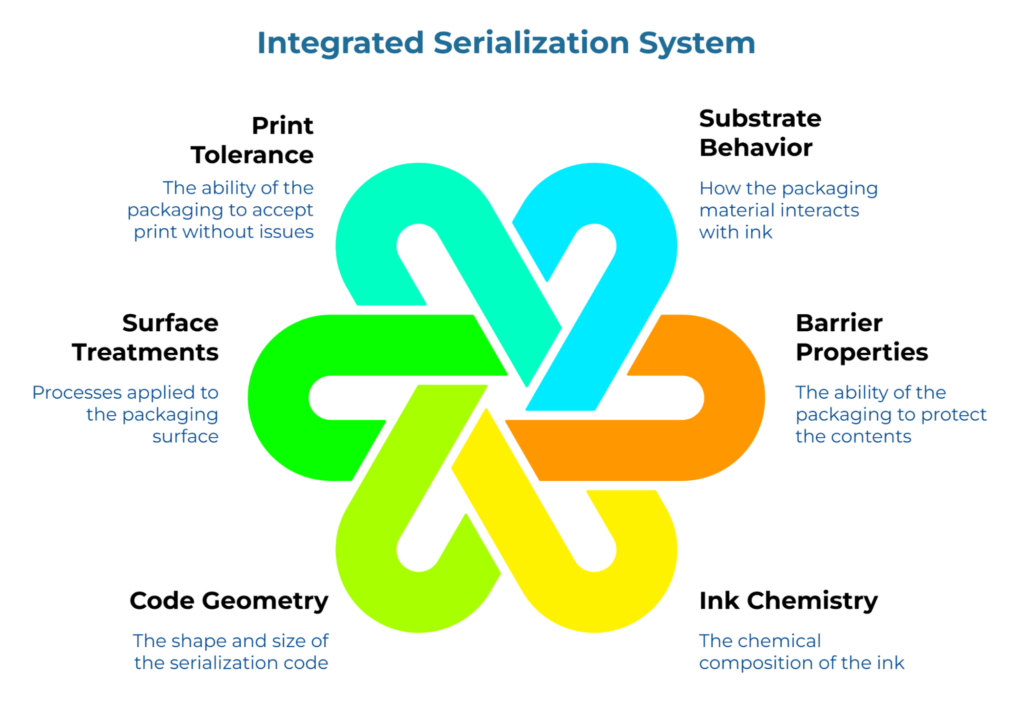
True track-and-trace packaging is not a print problem layered onto a packaging problem. It is a single integrated system where substrate behavior, barrier properties, ink chemistry, and code geometry must be normalized together.
Ink does not sit on paper. It interacts with paper. When ink lands on a porous or inconsistent board surface, it absorbs unevenly, spreading beyond its intended boundaries. The crisp edges of a DataMatrix module become feathered. Black bleeds into white. The contrast ratio degrades. What passed visual inspection fails algorithmic verification.
Printer-centric solutions cannot mitigate this substrate-level failure mechanism.
Surface treatments and barrier properties generally govern how the board surface accepts and holds ink. While Cobb values are widely used to measure water absorptiveness, true ink holdout for high-resolution serialization often requires evaluating contact angles, surface tension (dyne levels), or specialized ink absorption tests that align with the specific chemistry of the thermal or piezo inkjet systems being used.[4]. Surface energy affects ink adhesion and spread. Caliper consistency determines whether print pressure remains uniform across the sheet. When these variables drift—or were never specified—the print system compensates for problems it cannot fully correct.
Barrier requirement mapping must therefore include print-tolerance parameters, not only moisture resistance or structural performance. A board grade optimized for product protection may perform poorly as a print substrate for high-density codes.
Linear Barcodes vs. 2D Matrix Codes: What Actually Changes
The transition from linear to 2D symbology shifts the specification burden from the print system to the print-substrate system. Understanding this shift prevents the false confidence that comes from treating serialization as a printer upgrade.
| Dimension | Basic Linear Barcode | 2D Matrix Code |
| Data density | Lower (12–48 characters typical) | Higher (2,000+ alphanumeric characters possible) |
| Print-tolerance sensitivity | More forgiving; wide bars absorb minor ink spread | Less forgiving; tight module grids magnify micro-defects |
| Dependence on surface behavior | Lower; tolerated board inconsistency | Higher; requires normalized ink holdout across print area |
| Best use case | Simple identification | Unit-level traceability |
| Audit-readiness logic | Limited; occasional scan failures resolved manually | Aligned with current frameworks; every package must verify independently |
The key point is not that 2D symbols are merely “better barcodes.” It is that they place more performance pressure on the folding carton. A 0.1mm blur that disappears in a linear barcode can render a DataMatrix cell unreadable. A 2% failure rate that was operationally acceptable at batch level becomes a compliance crisis at unit level.
For board choice, this means that moving to DataMatrix without revisiting substrate performance is an incomplete upgrade.
What Buyers Must Normalize Before Sending a Folding Carton RFQ
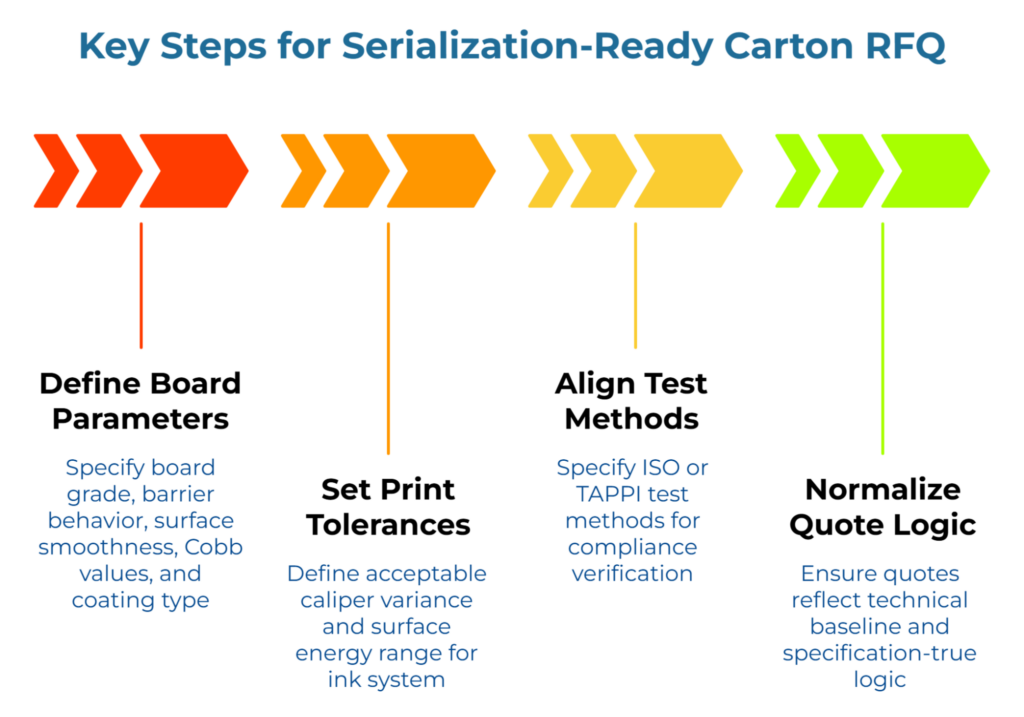
Serialization-ready sourcing requires specifying the board as a print substrate, not only as a structural container. Before requesting quotes, the following parameters require definition or evidence—a process supported by the baseline packaging parameter checklist for folding cartons:
Board grade and barrier behavior. Surface smoothness, Cobb values and tolerances, and coating type all influence ink holdout. ‘Pharma-grade’ is not a specification—it is a category label that different suppliers interpret differently, as explained in the board grade tolerances article. Effective RFQs specify precise surface energy (dyne levels) and absorption rates required for the intended module size.
Print tolerance windows. What caliper variance is acceptable? What surface energy range supports the intended ink system? These parameters must be explicit. Suppliers cannot quote against assumptions they are left to infer.
Test method alignment. How will the supplier demonstrate compliance? Named test methods (ISO, TAPPI) prevent post-award disputes over measurement interpretation—a principle central to building quote-ready folding carton fields without making suppliers guess. Without test method alignment, ‘compliant’ can mean different things to buyer and supplier.
Understanding how to normalize your first folding carton quote ensures that quotes from different suppliers reflect the same technical baseline. Specification-true quote logic connects these parameters to the broader sourcing framework that makes supplier comparison meaningful.
The Operational Warning Signs of Legacy Barcode Thinking
Packaging operations built around linear barcode logic often exhibit patterns that signal serialization risk:
“Pharma-grade” appears in specifications without measurable print-tolerance language. The term describes regulatory intent, not substrate behavior—a pattern explored in depth in guidance on why standard pharma-grade board quotes fall short in readability audits. If the specification does not include barrier or surface parameters tied to print performance, suppliers are guessing—and guessing differently from each other.
Code failures are treated as printer calibration issues. When QA flags verification failures and the response is always “recalibrate the print heads,” the substrate has not been examined as a variable. This pattern persists because it worked in the linear era.
Suppliers quote against vague board assumptions. If RFQs do not specify ink holdout requirements, quotes reflect different interpretations of what the buyer needs—a dynamic examined in the danger of vendor-led data sheets. The lowest bidder may be quoting a board that cannot support the code density the packaging line requires—a pattern examined in why cheap folding cartons cause production downtime.
Readability problems surface late—during QA or line validation. Substrate-related failures often pass visual inspection and fail scanner verification. When failures cluster at verification rather than printing, the root cause is upstream of the print system.
These signals do not indicate negligence. They indicate that the specification framework predates the traceability requirements now in force.
From Barcode Thinking to Defensible Track-and-Trace Packaging
The shift from linear to 2D symbology is not a print upgrade. It is a system redesign that begins at the specification layer.
Defensible serialization requires that substrate, ink, and code format are specified as interdependent variables—not as separate procurement categories managed by different teams. The folding carton is not a passive surface that receives a code. It is an active participant in whether that code remains readable through manufacturing, transit, and verification.
Advanced serialization begins where basic barcode thinking ends: at the recognition that the scanner does not care what the specification sheet says. It reads what the substrate allowed the ink to become.
Next Steps
Explore related educational guidance in the PaperIndex Academy, or connect with suppliers capable of specification-true folding carton requirements through the folding carton supplier directory.
References:
[1]: U.S. Food and Drug Administration. Drug Supply Chain Security Act (DSCSA). https://www.fda.gov/drugs/drug-supply-chain-integrity/drug-supply-chain-security-act-dscsa
[2]: European Commission. Commission Delegated Regulation (EU) 2016/161. EUR-Lex. https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:02016R0161-20220101
[3]: GS1 Global. “Sunrise 2027 – 2D Barcodes.” GS1 transitioning guidance for healthcare and retail.
[4]: Technical Association of the Pulp and Paper Industry (TAPPI). “Surface Wettability and Ink Absorbency Standards.” https://imisrise.tappi.org/TAPPI/Products/01/T/0104T558.aspx
Disclaimer:
This article is for educational purposes only and is not legal, regulatory, or packaging-validation advice. Teams should validate serialization, substrate, and compliance decisions against applicable laws, standards, supplier evidence, and line-testing requirements.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.