
📌 Key Takeaways
Most bag conversion problems trace back to the paper grade, not the machine — and the fix starts with comparing paper properties against a lot that ran well.
- Same Weight Doesn’t Mean Same Performance: Two kraft papers at the same GSM can behave very differently based on fibre mix, moisture, stretch, and how the sheet was formed.
- Match the Paper to the Whole Job: The grade must work for the machine speed, the bag design, the glue system, and the customer’s actual use — not just hit a weight target.
- Test Against a Known-Good Lot: When problems appear, compare the suspect roll’s properties and storage history against the last lot that ran without issues.
- Don’t Chase Machine Fixes for Paper Problems: If the same settings worked on the previous lot, adjusting tension, glue, or speed is likely masking the real cause.
- Document Before You Escalate: Photos, roll IDs, test results, and machine settings build a case that moves conversations forward with suppliers and procurement.
When the paper fits the bag, the machine has room to tune — when it doesn’t, every adjustment is a workaround.
Bag converters and production managers troubleshooting line failures will find a clear diagnostic sequence here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
When Production Problems Keep Pointing Back to Paper
A new kraft paper roll reaches the bag line. Within 23 minutes, the operator is clearing torn paper from the gusset section. The glue station looks normal. The tension setting matches the last approved run. The waste bin keeps filling.
That moment creates pressure. Production wants the line moving. QA wants evidence. Procurement wants to know whether the supplier changed something. The supplier may say the paper meets spec. The useful question is narrower: is this kraft paper grade fit for this bag, this machine, and this end use?
You have probably seen the cycle that follows: retooling, glue changes, speed reductions, all chasing a variable that was never the problem. The cumulative cost of downtime, wasted material, and rework keeps compounding until someone examines the paper specification instead of working around it.
A grade mismatch is not proven by one defect. It is a pattern. A kraft paper grade has to do more than meet a GSM target. It must run through the machine at speed, fold consistently, bond well, print acceptably, and survive the customer’s actual use case. With the diagnostic checks in this guide, you can trace production symptoms back to specific grade properties to facilitate evidence-based escalation.
The Grade Looks Right on Paper, but Breaks During Conversion
Check where the break happens first. Machine direction or cross direction? Folds, edges, handles, or bottoms? That location narrows the list of properties worth investigating.
Do not reduce the issue to “weak paper.” A grade can have acceptable grammage and still lack the right balance of tensile strength, stretch, tear resistance, directionality, moisture condition, or converting durability — a pattern frequently seen when a cheaper kraft paper becomes more expensive in production. Same GSM does not mean the same performance. Two kraft papers at 80 g/m² can behave very differently depending on fiber furnish, directionality, moisture content, and how the sheet was formed — a distinction explored further in beyond GSM: mother roll buying criteria that prevent breaks, waste, and downtime in kraft paper converting. A paper that meets the grammage target on the COA per ISO 536 can still fail if its tensile strength, stretch, or tear resistance do not align with the specific stress vectors of the bag design. For deeper grade-selection context, choosing the right kraft paper grade for bag manufacturing is generally a useful companion piece.
A common pitfall here is stopping the investigation at basis weight. Ask whether the problem started with a new lot, a supplier change, a GSM adjustment, or a shift in recycled content. Compare the COA values for tensile, stretch, tear resistance (measurable per TAPPI T 494, ISO 1924-2, TAPPI T 414) against the last lot that ran well. The known-good lot is your most reliable benchmark — not a generic industry target.
Folds, Creases, and Gussets Become Inconsistent
Bag conversion depends on repeatable paper behavior. If folds drift, gussets don’t sit cleanly, or bag shape varies across the run, the grade mismatch may involve stiffness, caliper, formation uniformity, moisture, grain direction, or stretch profile.
A grade that is too stiff can crack at creases. Too limp, and it wrinkles or fails to hold shape after forming. Uneven moisture or caliper variation across the roll can cause inconsistent folding even when the machine is correctly set up.
For instance, a converter switching to a lower-cost kraft grade with similar GSM. The paper forms acceptable bags at low speed, but at normal line speed the gussets drift and the bottom fold becomes inconsistent. The issue may not be grammage — it may be stiffness, caliper consistency, moisture balance, or machine-direction behavior. This type of grade mismatch often goes undiagnosed because the paper “looks fine” on the spec sheet.
Compare the suspect paper’s stiffness, caliper, and moisture data against the previous lot. Verify conditioning. While virgin kraft generally offers higher stiffness consistency, a well-specified recycled grade can perform well when its properties match the bag design and converting speed.
Seams, Bottoms, or Handles Fail Even When Glue Settings Look Correct

Look at the failure mode first. Does the glue peel off the surface (adhesive failure) or do the paper fibers tear at the bond line (fiber tear)? If the adhesive peels cleanly, the surface may not be accepting the glue. If fibers tear out, the bond may be stronger than the surrounding paper structure. These point to different root causes, and the distinction determines whether the paper or the adhesive system needs attention.
The same glue and machine settings may bond reliably on one kraft grade and fail on another. Bonding depends on the interaction between the paper surface and the adhesive, not just adhesive volume. A grade mismatch can affect this interaction through surface absorbency, sizing level, moisture content, dusting, porosity, or surface cleanliness. Standardized Cobb testing (TAPPI T 441) quantifies shifts in surface sizing or liquid absorption rates between production lots. If seams fail only after filling, storage, or humidity exposure, moisture behavior deserves closer investigation.
Consider a scenario where a glue seam opens after bag filling. The operator increases adhesive volume, but the problem persists. The issue may be paper absorbency or surface sizing — the paper is wicking glue away from the bond line before it sets. Check whether the paper has changed in surface treatment, recycled content, sizing, or moisture since the last good run. Also check the bag design. Handle type, bottom construction, reinforcement, and intended load can turn an acceptable paper into the wrong paper for the job. The CEPI Eurokraft guidelines for high-quality carrier bags emphasize that handle type, bottom construction, and adhesive compatibility should all be matched to the grade — not treated as independent variables.
Curl, Wrinkles, Jams, or Web Tracking Problems Increase
Before recalibrating the machine, check roll storage and conditioning first. Kraft paper is sensitive to moisture history, storage environment, and dimensional stability. If paper has uneven moisture across the roll profile, it can curl, distort, or fight the web path during conversion. For plant-level prevention, review warehouse moisture and temperature risks before converting.
Track the onset of curl: whether it occurs during unwinding, post-printing, or following adhesive application. Check whether problems concentrate on outer layers, inner layers, or one edge. Problems on the outer layers may suggest handling or storage exposure. Problems near one edge may suggest edge damage or moisture imbalance. Problems throughout the roll may point more strongly toward grade or lot behavior.
One telling sign of a grade mismatch: web tension has been increased to “force” the paper to track properly. That compensating adjustment often confirms the paper’s dimensional behavior doesn’t suit the machine.
ISO 187 and TAPPI T 402 typically define standard atmospheres for conditioning and testing paper. Differences in conditioning before running can produce symptoms that look exactly like machine faults.
Print Quality Changes After a Paper Grade Switch
Poor print quality after a grade switch can signal a mismatch between the paper surface and the printing method or ink system. Issues may show up as ink mottling under the inspection light, uneven holdout, fuzzy graphics, excessive absorption, slow drying, dusting, linting, scuffing, or poor color consistency.
Check whether the issue appears across all colors or only in heavy ink areas. Look for dusting or linting on press components. Has ink drying time changed? Was the paper grade approved for the intended print process? Confirm that the customer’s artwork expectations are realistic for the selected kraft grade. A recycled-content brown kraft grade may align with strength and sustainability targets while failing to provide the ink-holdout necessary for high-density graphics.
Verify observations with the ink supplier, press documentation, the paper supplier’s technical data sheet, or controlled internal print trials. Do not invent print-performance benchmarks.
Finished Bags Pass the Line but Fail in the Customer’s Use Case
This is where grade mismatch becomes most costly — and most difficult to trace.
A kraft grade can run acceptably during conversion yet still be wrong for the finished bag’s real-world demands. If the bag will carry dense products, sharp-edged items, chilled goods, takeaway food, or will face wet environments or repeated use, the grade must be selected for more than machine runnability — the kind of specification gaps that cause paper bags to fail in real use.
Illustrative example: A retail carrier bag looks acceptable after production, but customers report handles tearing under dense grocery items. The converter should review handle reinforcement, tear resistance per TAPPI T 414 or ISO 1974, tensile and stretch properties, and whether the grade was specified for the actual load case. For a structured approach to mapping failure modes to construction fixes, see Right Bag for the Job: a playbook for paper bag specs and use-case matching. A takeaway bag may soften when exposed to steam or condensation. A grocery bag may pass visual inspection, then fail at the bottom fold after filling. The CEPI Eurokraft guidelines emphasize that a carrier bag should be evaluated as a fit-for-purpose system. Material, glue, converting, and handle type all influence bag quality.
What to Check Before You Change the Grade
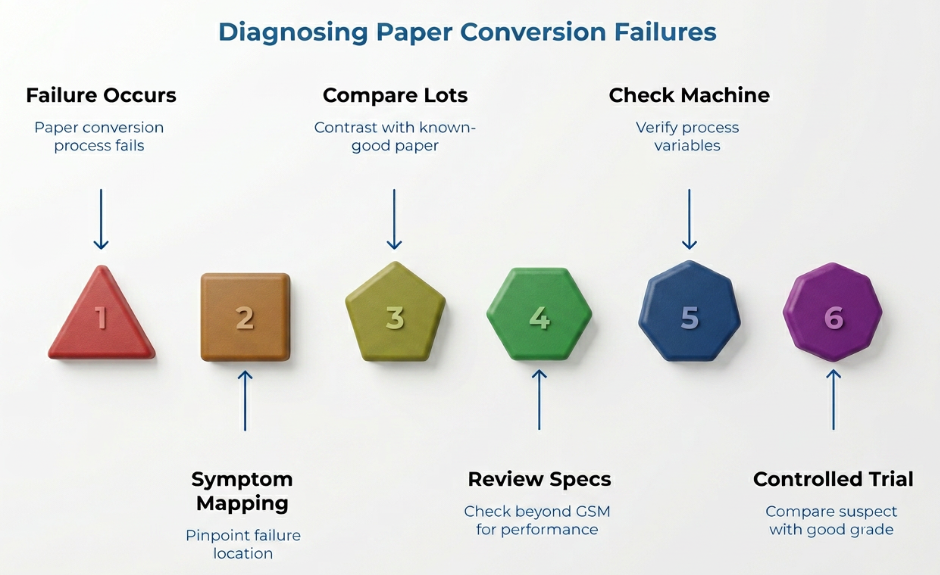
Work through this diagnostic sequence before switching grades, suppliers, or machine settings.
Symptom Mapping. Pinpoint where failure happens: unwind, print, fold, glue, handle, bottom, packing, shipping, or customer use. The location narrows the list of paper properties worth investigating.
Compare against a known-good lot. Ask what changed: supplier, GSM, recycled content, surface treatment, moisture, roll width, roll age, storage, or machine speed.
Review the specification beyond GSM. Check tensile strength, stretch, tear resistance, caliper, moisture, Cobb/absorbency, surface properties, and tolerances. For a template covering these parameters systematically, see creating your mill spec sheet: a guide for converting operations managers. GSM alone is a weight measurement, not a performance indicator. ISO 536 covers determination of grammage; however, it does not account for the mechanical variables—folding endurance, stretch, or porosity—that dictate conversion success.
Check machine and process variables. Verify tension, knives, scoring, glue temperature, glue viscosity, nip pressure, print settings, roll handling, and storage conditions. If the same settings worked on a previous lot, the paper is the most logical variable to examine.
Run a controlled trial. Compare the suspect grade with a known-good grade under the same machine settings — the same approach used when diagnosing why the same kraft paper mother roll runs well on one converting machine and poorly on another.
Document evidence. Capture defect photos, roll IDs, lot numbers, machine settings, failure location, environmental conditions, and test results. This becomes the foundation for any escalation to the supplier or procurement team.
Use supplier specifications, agreed acceptance criteria, relevant test standards, and historical performance data as your benchmarks.
Common Mistakes That Keep Grade Mismatch Hidden
Assuming GSM equals strength. Same grammage does not guarantee the same tensile, stretch, tear, stiffness, or converting behavior. Two 80 g/m² papers from different mills can perform as differently as two separate grades.
Blaming the machine too early. If the same settings worked on a previous lot, the paper properties and storage history are where the answer likely sits.
Approving a grade based only on price. A cheaper grade can increase waste, downtime, rework, and customer complaints — costs that quickly exceed the per-ton saving, as detailed in the high cost of “cheap” paper: how quality variance kills production margins.
Testing only finished bags, not the paper. Paper-level testing helps isolate whether the grade itself is contributing to failure before the bag is assembled.
Accepting “it meets spec” without questioning the spec. A generic specification may not cover the properties that matter for this bag design, this machine, and this end use — a gap that creating internal paper bag spec sheets can help close. The grade may meet a generic specification and still be wrong for the actual converting and end-use demands.
Changing too many variables at once. If operators adjust tension, glue, speed, and paper grade simultaneously, root-cause analysis becomes nearly impossible.
The Better Diagnosis
A grade mismatch does not announce itself neatly. It appears as torn gussets, weak seams, wandering folds, curl, print complaints, or handle failures. Each symptom has more than one possible cause.
That is why the best troubleshooting starts with evidence, not blame.
Audit the substrate properties, verify mechanical tolerances, and review ambient storage conditions alongside adhesive chemistry. Then compare the suspect grade against a known-good lot.
When the kraft paper grade fits the bag, the machine, and the end use, production has room to tune. When it does not, the line keeps arguing with the paper.
Frequently Asked Questions
Can the wrong kraft paper grade cause tearing during bag conversion?
Yes. Tearing can indicate that the grade doesn’t provide the right balance of tensile strength, stretch, tear resistance, moisture condition, or directionality for the converting process. Machine setup, knives, web tension, scoring, and roll damage should also be checked.
Is higher GSM always better for paper bag strength?
No. GSM is only one part of grade selection. Two papers at the same grammage can perform differently depending on fiber furnish, tensile properties, stretch, tear resistance, formation, caliper, moisture, and surface characteristics.
Why do seams fail even when the glue settings are correct?
The paper surface may be absorbing glue too quickly, not absorbing enough, carrying excess dust, or holding too much moisture. The interaction between the adhesive and the paper surface determines bond quality.
How can converters tell whether the issue is the paper or the machine?
Compare the suspect paper with a known-good lot under controlled conditions. If the problem disappears with a different lot under the same settings, the paper is the stronger variable.
What paper properties should converters ask suppliers for?
Ask for properties relevant to the bag and process: grammage, caliper, tensile strength (MD and CD), stretch, tear resistance, moisture content, surface characteristics, absorbency or Cobb value where relevant, and tolerances. Start with your jumbo roll buying criteria and refine from there.
Disclaimer:
This article is published for educational purposes. Readers should verify all technical specifications, test methods, and supplier claims independently.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.