📌 Key Takeaways
A kraft paper roll that passes every spec can still slow your plant if it doesn’t run well on the corrugator.
- Specs Don’t Show the Whole Picture: A roll can meet every strength target and still cause speed cuts, extra waste, and schedule delays during production.
- Track Runnability, Not Just Strength: How smoothly paper feeds, unwinds, and converts matters as much as how strong the finished box turns out.
- Roll-to-Roll Consistency Beats Averages: One good roll followed by one problem roll creates more disruption than two average rolls because planners can’t predict what’s coming next.
- Give Operators a Structured Way to Report: “Bad roll” helps nobody — recording the lot number, machine, job, and specific issue gives suppliers something they can actually investigate.
- Connect Procurement and Production Feedback: Buyers who only see spec sheets miss the hidden costs that operators deal with every shift, so linking floor data to purchasing decisions prevents repeat problems.
Consistent rolls protect schedules; structured feedback protects everyone.
Corrugated plant operators, production planners, procurement managers, and packaging engineers will gain a practical framework for catching and documenting paper performance issues early, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The spec sheet says it passes.
The corrugator tells a different story — speed dialed back twice before lunch, a splice interruption on the third roll, and the planner quietly padding tomorrow’s schedule because today’s run is already behind. Operators are adjusting tension more than usual. Board quality looks uneven across the last four pallets. The grade met every agreed strength target; on paper, nothing is wrong.
Yet the production floor is burning time, generating waste, and feeding the kind of friction that never appears on a supplier scorecard. Why does a roll that meets spec still slow the line? If that question sounds familiar, then durability alone is not telling the whole story.
The disconnect matters because small runnability problems compound silently. A roll that causes repeated speed reductions on Monday becomes a scheduling buffer on Tuesday, excess waste on Wednesday, and — if nobody connects the dots — a customer complaint the following week. By then, tracing the issue back to a specific lot is difficult, expensive, and too late.
With a framework for connecting paper durability, converting behavior, production planning, and complaint prevention, corrugated plant teams can catch problems earlier, document them effectively, and make better kraft paper jumbo roll decisions.
Why Durability Alone Does Not Tell the Whole Story
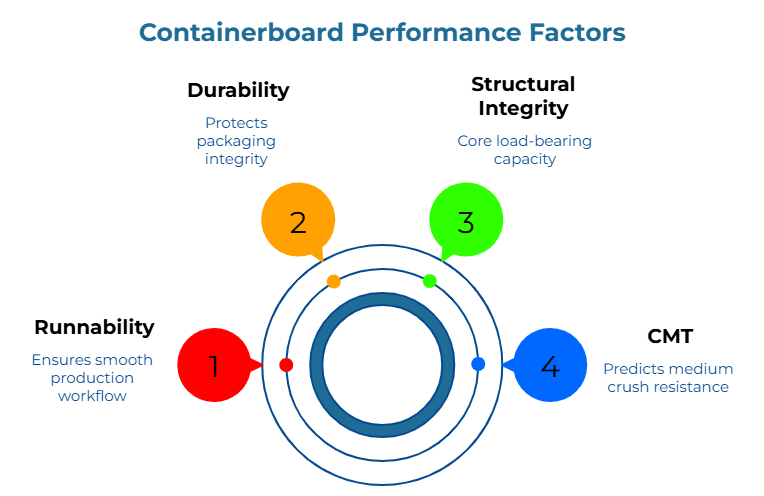
In the context of containerboard, structural integrity (often colloquially termed durability) refers to the paper’s contribution to finished packaging performance—specifically compression strength (ECT), burst strength, and tensile properties. These values describe the load-bearing capacity and containment integrity of the carton during stacking, transit, and handling. Every corrugated plant needs them within range.
But a kraft paper parent roll must also perform reliably during the production process that creates the carton. A grade delivering strong Concora Medium Test (CMT) results—evaluated through methods such as TAPPI T 809 to estimate the potential flat crush resistance of the medium before it is combined—may still cause operators to reduce line speed, flag splice difficulties, or report inconsistent board quality. While CMT provides an indication of the medium’s fluting integrity, it is a laboratory-fluted test and does not always perfectly correlate with the final Flat Crush of the combined board, which is influenced by adhesive application and corrugator settings.
Durability protects the carton. Runnability protects the plant workflow. A corrugated operation needs both because poor runnability creates cost, waste, and quality uncertainty before the finished carton ever reaches the customer. Two grades can look nearly identical on a specification sheet and still behave very differently on the corrugator. Specifications describe what the paper is. Runnability reveals what the paper does.
What Runnability Means in a Corrugated Plant
Runnability is the paper’s capacity for stable, predictable conversion. A parent roll with high runnability unwinds consistently and requires minimal operator intervention during fluting and grade changeovers. When runnability is compromised, the symptoms are immediate: increased tension adjustments, speed reductions, and splice interruptions.
For both linerboard and corrugating medium, runnability shows up in practical ways that specification sheets rarely capture — consistent feeding and unwinding, stable behavior through corrugating and converting, predictable response during grade changes, fewer unexpected slowdowns, and consistent performance from roll to roll.
Not every runnability problem originates with the paper. Machine condition, adhesive systems, storage and handling, moisture exposure, and operator practices all influence converting performance. Credible evaluation separates paper-related issues from plant-related variables through structured investigation — because jumping to “bad paper” when the root cause is a machine setting erodes trust between every party involved.
How Parent Roll Decisions Affect Production Planning
Production planners build schedules around expected throughput. When a kraft paper grade behaves predictably, those assumptions hold. When it does not, the schedule absorbs the impact.
Consider a realistic scenario. A planner schedules a high-volume run at normal line speed. The parent rolls meet purchase specifications, but operators repeatedly slow the corrugator because the paper behaves inconsistently. Output drops. Extra checks during roll changes add time. Downstream converting waits. The next job starts late.
That is not a finished-carton failure. But the plant lost productive time, generated avoidable waste, and created a scheduling ripple that compounds across the shift. Over weeks, these disruptions inflate cost-per-unit and make it harder to compare performance across supplier lots or grades.
The impact spreads in ways that are easy to underestimate: increased downtime for alignment, frequent operator escalations, and the gradual erosion of scheduling precision as buffers become permanent fixtures. Procurement may see an acceptable grade. Operations may see a recurring disruption. Both teams are looking at the same rolls from different positions — a misalignment that the discipline of aligning operations and procurement priorities for corrugated boxes is designed to resolve.
Early Warning Signs That Durability or Runnability May Be Off
The people closest to the paper see problems first. The challenge is capturing what they see in a way that procurement, quality, engineering, and operations can act on before a plant-floor observation becomes a customer complaint.
- Operators often notice frequent adjustments during a run, unusual web behavior, inconsistent feed or handling, roll changes requiring extra attention, and more production interruptions than expected for the grade and job type.
- Production planners may notice runs taking longer than standard time, schedule instability around specific grades or suppliers, repeat complaints tied to certain lots, and reduced output on otherwise normal jobs.
- Quality teams may notice variation in board appearance or performance, repeat deviations during inspection, and difficulty isolating root cause because the issue is intermittent.
These observations are not definitive proof of a paper defect. They are indicators that deserve investigation. Dismissing them because the finished carton still passes means missing the chance to act before the issue reaches the customer.
The wording matters. “Bad roll” does not help much. “Three rolls from Lot Z required speed reductions on Line 2 during the same job family” gives the plant and supplier something useful to examine. That difference is the beginning of control.
Roll-to-Roll Consistency: The Hidden Driver of Plant Confidence
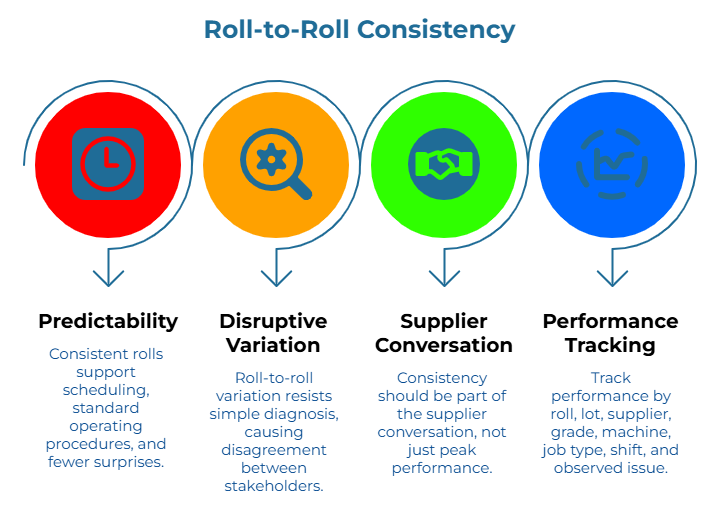
A strong roll followed by a difficult roll creates more uncertainty than two average rolls. Predictability supports scheduling, standard operating procedures, and fewer surprises.
Roll-to-roll variation is particularly disruptive because it resists simple diagnosis. The grade is the same. The supplier is the same. The specification is the same. But one roll runs at normal speed and the next requires intervention — causing disagreement between buyers, operators, and suppliers, each interpreting the problem through a different lens. Averages hide this entirely.
Consistency should be part of the supplier conversation, not just peak performance or specification compliance. When evaluating kraft paper parent roll sellers, ask about lot-to-lot uniformity. Methods such as TAPPI T 411 for caliper measurement and TAPPI T 494 for tensile properties, such as TEA (Tensile Energy Absorption), provide measurable ways to evaluate web durability under high-speed tension. However, for runnability, monitoring Coefficient of Friction (TAPPI T 816) and Moisture Content (TAPPI T 412) is often more critical for predicting how the web will behave under tension.
Track performance by roll, lot, supplier, grade, machine, job type, shift, and observed issue where practical — a discipline supported by spec sheets that define the minimum fields a packaging paper converter needs to avoid guesswork. Each plant can adapt the fields to its own workflow. Documentation transforms anecdotal ‘operator memory’ into actionable data for procurement and quality audits.
How Standards Help Without Replacing Plant Trials
Recognized standards support technical evaluation, but they do not replace plant trials or supplier-specific documentation.
TAPPI T 809 describes a method for measuring the crushing resistance of a laboratory-fluted strip of corrugating medium and estimating potential flat crush resistance. TAPPI T 411 covers single-sheet thickness and thickness variation for paper and paperboard. For the measurement of combined corrugated board thickness (caliper), industry professionals typically refer to TAPPI T 411 or ISO 3034 to ensure the flutes are not crushed by the micrometer pressure during measurement. TAPPI T 494 covers tensile properties such as tensile strength, stretch, tensile energy absorption, and tensile stiffness.
Beyond TAPPI, other references strengthen evaluation. ASTM D4727/D4727M covers corrugated and solid fiberboard sheet stock and cut shapes used mainly for boxes and interior details. ISO 3035 specifies a method for determining the flat crush resistance of single-faced and single-wall corrugated fiberboard. Note that ISO 3035 applies primarily to single-faced and single-wall boards; double-wall or triple-wall structures rarely exhibit a distinct ‘crush’ point in the same manner.For these heavier grades, Edge Crush Test (ECT) values are usually prioritized for performance modeling. Distribution-performance discussions may also refer to ISTA test procedures, while corrugated-industry context can be supported by the Fibre Box Association’s Fibre Box Handbook and FEFCO technical standards and guidelines.
Use these references carefully. Test methods help define measurable properties. Supplier technical data sheets and plant trial records show whether a specific grade, lot, or supplier performs acceptably in your operating conditions.
Why Buyer–Operator Communication Matters
This is where many corrugated plants lose the most value.
Buyers typically evaluate price, basis weight or grade designation, supplier claims and test values, and delivery reliability. Operators see something different: how the roll actually unwinds, whether it supports normal speed, whether it requires more adjustments than expected, whether issues repeat across shifts, and whether the grade behaves differently than what they were told to expect.
When these perspectives do not connect, the plant makes purchasing decisions on incomplete information. A grade that looks attractive on a cost-per-ton basis may quietly cost more in waste, downtime, and schedule disruption than a slightly more expensive grade that runs cleanly.
Building a shared vocabulary bridges this gap. Consistent terms that procurement, operations, quality, and engineering all use — “runs normally,” “requires speed reduction,” “frequent adjustment,” “inconsistent roll behavior,” “issue isolated to specific roll or lot,” “issue repeated across multiple rolls,” “customer-facing quality risk,” “internal productivity concern” — replace vague complaints with evidence that informs the next purchasing decision.
Procurement decisions directly affect plant performance. Buyers who receive structured feedback from production and quality teams understand the total operational impact — not just what the spec sheet promises.
Questions to Ask Before Approving or Switching a Grade
Before approving a new grade or onboarding a new supplier, packaging engineers, buyers, and plant managers should consider whether the grade meets required strength expectations, whether it has been trialed under normal plant conditions across multiple rolls, whether operators documented converting behavior, whether production planning assumptions changed, whether issues were tied to the paper or to machine settings and storage, what data will be shared with the supplier if performance varies, and what the escalation path looks like if concerns appear before customer complaints. Cross-referencing trial data against supplier documentation — including grade datasheets and mill Certificates of Analysis — makes the evaluation far more reliable.
This approach is especially useful when comparing brown paper parent roll suppliers, kraft linerboard (KLB) suppliers, or fluting medium paper suppliers. Supplier claims matter, but plant-floor evidence shows whether the grade fits the operating reality.
For broader sourcing alignment, PaperIndex Academy resources on aligning operations and procurement priorities for corrugated boxes and translating physical failures to corrugated box specs can support the same evidence-first discipline.
How to Turn Production Complaints into Useful Supplier Feedback
“This roll didn’t run well” gives the supplier nothing to investigate. Structured feedback changes the conversation entirely.
When documenting a runnability issue, include the roll or lot number, supplier and grade, date, shift, machine, and job, relevant operating conditions, a description of the observed issue, whether the issue repeated, the impact on speed, waste, downtime, quality, or schedule, comparison with normal performance, and photos or samples where appropriate.
Instead of a vague complaint, the plant reports: “During Job 4217 on Line 2, three rolls from Lot 8843 required repeated speed reductions compared with the standard grade. Waste increased during setup and the issue repeated across two shifts.” That gives the supplier a starting point for root-cause analysis without overclaiming the cause.
When operators flag unusual converting behavior early — before finished boxes fail — and planners investigate and escalate before the issue reaches the customer, the complaint itself becomes a prevention tool. This is often the least expensive quality intervention a plant can make.
For cases that develop into formal claims or specification disputes, PaperIndex Academy’s guidance on handling corrugated box vendor non-compliance disputes can help keep the conversation evidence-based.
Operational Evaluation Framework
Every kraft paper parent roll decision benefits from five questions, in order.
Strength and durability. Does the paper support finished packaging requirements? This baseline is non-negotiable.
Runnability. Does the paper support stable converting under normal plant conditions? Passing finished-carton checks does not mean the paper supports efficient production. Waste, downtime, and operator intervention still matter — a reality explored in depth in the micrometer on money: spec discipline for containerboard converters.
Consistency. Does performance remain predictable across rolls, lots, shifts, and jobs? A strong average with high variation is a planning problem waiting to surface.
Communication. Can operators, planners, buyers, quality teams, and suppliers discuss issues using shared evidence?
Escalation. Can the plant act on early signs before they become customer complaints?
This framework prevents a common mistake: treating durability as the only measure of paper quality. It also prevents the opposite mistake: blaming paper for every production issue. Good evaluation sits between those extremes.
Frequently Asked Questions
What is the difference between durability and runnability in kraft paper?
Durability supports finished packaging performance. Runnability determines how predictably the paper behaves during production and converting. Plants need both because a strong carton still has to be produced through a stable process.
Can a parent roll meet specifications and still cause production problems?
Yes. A roll may meet agreed specs but behave differently in a specific plant, machine setup, or converting workflow. This should trigger structured investigation rather than automatic supplier blame.
Why does roll-to-roll consistency matter?
Inconsistent rolls create schedule disruptions, extra adjustments, waste, and quality uncertainty. Planners and operators need predictable behavior to maintain throughput.
Who should be involved when evaluating a new grade?
Packaging engineers, production planners, operators, quality teams, procurement, and supplier technical representatives. The exact group depends on the plant’s process and the risk level of the grade change.
What should operators record when a roll does not run well?
Roll or lot number, supplier, grade, job, machine, shift, observed issue, operating impact, whether the issue repeated, and supporting samples or photos.
Is poor runnability always caused by the paper?
No. Machine settings, storage conditions, handling, adhesive systems, environmental conditions, and job requirements can all contribute. Root-cause analysis should test more than one possibility.
How can buyers use plant-floor feedback?
Structured feedback helps buyers compare suppliers, evaluate grades, ask better technical questions, and move beyond decisions based only on price or specification sheets.
What should be checked before switching suppliers or grades?
Durability requirements, trial performance under real conditions, runnability, roll-to-roll consistency, production planning impact, operator feedback, quality results, supplier technical support, and escalation rules.
Closing Thought
The corrugator from the opening scenario is still running. The spec sheet still says the grade passes. But the planner added a buffer, the operator made extra adjustments before noon, and the production meeting will end with the same unresolved question.
The plants that break this cycle stop evaluating brown paper mother rolls on durability alone. They track runnability. They measure consistency. They give operators a structured way to report what they see, and they give buyers the plant-floor evidence needed for better sourcing decisions.
A consistent roll protects confidence.
Start by reviewing how the plant evaluates new grades, records operator feedback, and escalates repeat runnability concerns. If those three processes are not connected, that is the first problem to solve.
Disclaimer:
The information provided here is educational and intended to support operational decision-making in corrugated packaging environments. Test values, benchmarks, and acceptance criteria should be verified through recognized standards organizations such as TAPPI, ASTM International, or ISO, as well as supplier documentation and internal plant quality records.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.