
📌 Key Takeaways
Recording what kraft paper looks like when it arrives is the foundation for every storage, quality, and supplier decision that follows.
- Document Condition at the Dock: A photo and note at delivery creates proof you can’t recreate weeks later when problems show up at converting.
- Packaging Damage Isn’t Automatic Rejection: Torn wrapping means the protective barrier broke during transit — it calls for closer inspection, not assumptions either way.
- Moisture Hides in Plain Sight: Rolls can absorb enough moisture in transit to cause curl or weak spots, even when the outer layers still look dry.
- Missing Labels Create Unsolvable Problems: A roll without a readable batch number can’t be traced back to its source when quality issues surface months later.
- Move Material to Storage Quickly: Paper left sitting on an open dock keeps absorbing moisture, which quietly erodes the baseline your team just documented.
Every receiving check either supports a future decision or leaves a gap no one can fill later.
Procurement teams, warehouse managers, and receiving staff responsible for kraft paper deliveries will gain a ready-to-use inspection framework here, preparing them for the detailed checklist and escalation guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The truck backs into the dock at 7:14 a.m. Your receiving team scans the barcode, signs the delivery note, and waves the driver off. Sixteen weeks later, a converting run fails. The rolls curl, the tension is wrong, and the production line stops. Procurement gets the call. Was it a storage problem? A supplier issue? Something that happened in transit? Nobody can say, because no one recorded what the kraft paper looked like when it arrived.
That gap — the missing baseline — is where shelf-life planning falls apart. When receiving teams don’t document the condition of material at delivery, every later question about usability, storage life, or vendor accountability hits the same dead end. Procurement is blamed for problems that may have started on the truck. Warehouse teams are blamed for problems that may have started at the mill.
Most receiving checklists stop at “inspect for damage.” That’s not enough. Each delivery check should connect to a specific downstream consequence — a supplier dispute you can’t resolve, a storage decision you can’t defend, or a quality failure you can’t trace. Receiving checks don’t predict how long kraft paper will remain usable. They establish a documented starting condition that makes every downstream judgment more defensible.
What Receiving Inspection Actually Establishes
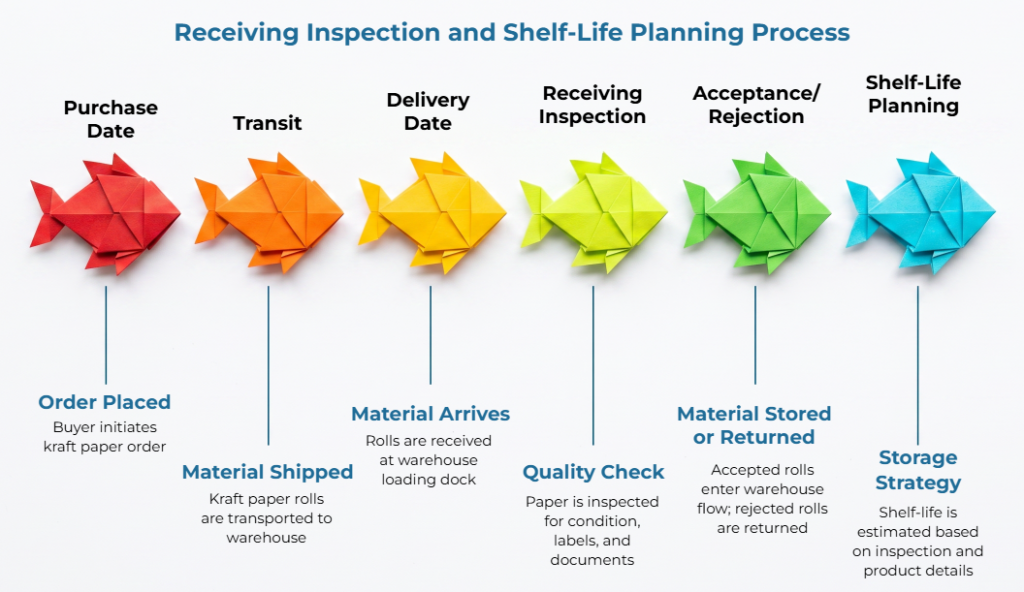
Receiving inspection is the first structured checkpoint after transit — the process of checking delivered kraft paper for visible condition, specification match, labels, documents, and storage-readiness before the material is accepted into normal warehouse flow. For buyers reviewing kraft paper jumbo rolls, that baseline matters because shelf-life assumptions vary by grade, end use, packaging condition, supplier guidance, and storage environment.
Shelf-life planning means estimating whether material is likely to remain usable during the intended storage window. It is not a universal expiry date. It depends on the product, the use case, the wrapping condition, and the storage environment.
Reliance on the purchase date to establish shelf-life is a primary risk factor. The purchase date tells you when the order was placed. The delivery date and receiving record tell you what condition the material was in when your team actually took control. If a roll arrives with torn wrapping, moisture signs, or missing lot details, the receiving record becomes the first evidence point. If everything arrives clean, labelled, and documented, that record supports storage confidence. Either way, procurement and warehouse teams are no longer relying on memory.
Quick Receiving Checklist for Kraft Paper Deliveries
The checklist below covers the checkpoints that matter most at delivery. Each row connects a specific check to what goes wrong if you skip it.
| Checkpoint | What to Look For | What Goes Wrong If You Skip It | What to Record or Photograph |
| Outer packaging condition | Tears, punctures, collapsed corners, loose or missing wrapping | Without a packaging record, you cannot prove whether exposure happened in transit or in your warehouse | Photo of damaged areas; note severity and location |
| Moisture indicators | Damp spots, water stains, condensation under wrap, soft or swollen areas | Rolls enter storage with unknown moisture history; curl or tensile loss appears at converting with no traceable cause | Photo of wet or discolored areas; note whether wrapping was intact |
| Physical damage to rolls or sheets | Crushed edges, dented cores, telescoped rolls, torn sheets | Damaged rolls cause uneven tension and trimming waste at converting; problems worsen as rolls settle in storage | Photo of damaged stock; note damage type and percentage affected |
| Odor or contamination | Chemical smells, mold, visible foreign material, staining from adjacent cargo | Contaminated stock may be unsuitable for sensitive end uses; contamination is difficult to reverse once in storage | Note type of odor or contamination; photograph visible foreign material |
| Label and marking accuracy | Grade, GSM, lot/batch number, dimensions, supplier name, production date | Mislabeled stock disrupts rotation and makes batch-level traceability impossible when quality issues surface later | Photo of labels; note discrepancies against the purchase order |
| Quantity and specification match | Roll count, sheet count, dimensions, weight, grade vs. PO | Wrong grade or short quantity forces emergency reorders that may not arrive within the same storage-life window | Record actual vs. ordered quantity; flag spec mismatches |
| Delivery documentation | Bill of lading, packing list, certificate of analysis (if required) | Missing documents leave traceability gaps and make supplier claims harder to resolve | Note which documents were received and which were missing |
| Pallet and stacking condition | Broken pallets, leaning stacks, unsecured loads, rolls on end vs. side | Compression damage from poor stacking worsens over time, especially for heavier parent rolls | Photo of pallet condition and stacking orientation |
| Vehicle and transit condition | Open-top truck in rain, uncovered flatbed, signs of environmental exposure | Transit exposure resets the material’s condition baseline regardless of how it left the supplier’s facility | Note vehicle type and any signs of exposure |
| Hold or escalation decision | Accept, hold for review, or escalate — recorded with a decision owner | Questionable material enters regular stock and becomes indistinguishable from clean inventory | Status, decision owner, time of decision, and next action |
Adjust checkpoints based on grade, supplier agreements, and end-use requirements. For parent roll-specific receiving gates, see this practical checklist for kraft paper parent roll receiving controls.
Why Packaging Condition Matters Before Storage Begins
Packaging is the last layer of protection kraft paper has during transit. When it arrives intact, the stock inside is more likely to reflect the condition it was in when it left the supplier’s facility.
A torn stretch-wrap or punctured outer wrapper doesn’t automatically mean the paper is unusable. It means you can’t assume it’s fine, either. The protective barrier was compromised, and whatever the material encountered during transit — humidity, dust, temperature swings — may have already started affecting its properties. Even when the rolls look dry, accepting a delivery without recording the wrapping breach means you’ve lost the ability to connect any future quality issue to its cause.
Recording packaging conditions at arrival creates a clear boundary between the supplier’s responsibility and your warehouse team’s. If rolls develop moisture-related issues six weeks later, the receiving record shows whether the protective packaging was already compromised on arrival. That record also gives procurement a factual basis for supplier conversations, especially when comparing repeat orders or reviewing kraft paper raw material suppliers.
Check for Moisture, Contamination, and Handling Red Flags
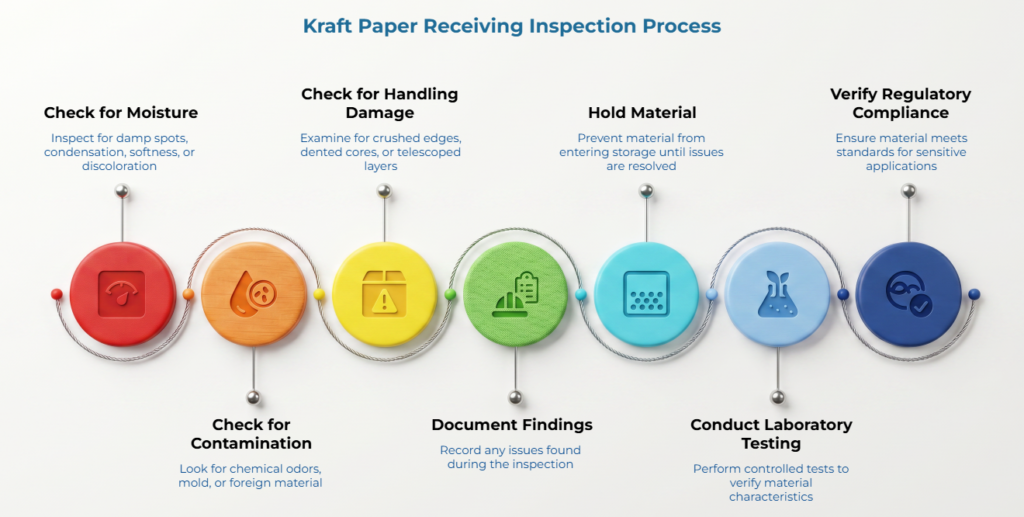
Moisture is the single most common threat to kraft paper in storage and one of the easiest to miss at dock checks. A roll can absorb enough moisture during transit to cause curl or reduced tensile strength at converting — but the outer layers may still look dry when the delivery arrives.
Look beyond the obvious. Damp spots and water stains are clear signals, but subtler indicators matter just as much: condensation trapped under plastic wrapping, a slight softness when pressing the roll face, or discoloration along the edges. Any of these should trigger a hold for closer inspection before the material enters regular storage.
For facilities requiring more than visual assessment, recognized laboratory testing and conditioning standards exist. ISO 187 and TAPPI T 402 provide the protocols for controlled atmospheres required for conditioning and testing paper products. Similarly, moisture content determination is addressed by ISO 287 and TAPPI T 412. Note that these are laboratory-grade procedures—not dock-side inspections. They serve as a technical foundation for internal quality teams to validate material characteristics after the initial receipt and proper storage, rather than as substitutes for routine receiving checks. General guidance from bodies such as TAPPI on paper testing and conditioning methods can inform how facilities approach moisture evaluation, though specific thresholds depend on grade, supplier specifications, and intended end use.
Contamination raises a different set of concerns. Chemical odors, mold, or visible foreign material on the surface can disqualify stock for sensitive applications. For food-contact or pharmaceutical end uses, contamination requires verification against supplier documentation and applicable regulatory standards—including, where relevant, those from the FDA, European Food Safety Authority (EFSA), or other equivalent regional health and safety authorities—before acceptance.
Handling damage is often visible but easy to dismiss. Crushed roll edges, dented cores, or telescoped layers may look cosmetic, but they affect converting performance. A dented core causes uneven tension. A crushed edge leads to trimming waste — preventable material loss that compounds across deliveries.
Confirm Labels, Batch Details, and Delivery Documents
A roll of kraft paper without a readable label is a roll you can’t trace. If a quality issue appears three months after delivery, you need to know which batch it came from, which supplier shipped it, and what the production date was.
Check every label against the purchase order. Confirm the grade, GSM, dimensions, and lot or batch number are present and legible. Production dates matter for stock rotation, especially when your warehouse holds material from multiple suppliers. If the supplier provides roll IDs, pallet IDs, mill references, or lot codes, capture them before outer wrapping is removed or labels are damaged.
Documentation is equally important. A complete delivery should include a packing list, a bill of lading, and — depending on your agreement — a certificate of analysis. Missing documentation doesn’t mean the material is defective, but it means your traceability chain has a gap.
A quick-reference for receiving teams: record the PO number, delivery date, supplier name, batch or lot number, quantity received, visible condition summary, and photos. Retain the delivery note and any certificates of analysis.
Case Study: A delivery arrives with no batch label on two of eight rolls. The paper looks fine, so the receiving team accepts it. Four months later, those rolls cause web breaks at converting. Without batch-level traceability, you can’t isolate the problem. That missing label turned a solvable non-conformance into an unresolvable one.
What to Photograph Before Moving Material
Receiving teams don’t need a long photo routine. They need a consistent one.
Photograph the full load before unloading if damage is visible. Then capture the label, the affected area, the packaging condition, and the position of the material on the pallet or truck if that helps explain the issue. For roll damage, include the roll end, wrap condition, and visible ID. For sheeted material, capture carton condition, pallet condition, and any staining or compression.
A close-up shows the defect. A wider image shows context. Both matter — especially when procurement doesn’t physically inspect the material before storage. The receiving record becomes procurement’s eyes at the dock.
Create a Clean Handoff from Receiving to Storage
The arrival inspection is only half the process. What happens between the dock and the storage bay determines whether your documented baseline holds.
A clean handoff means the material moves from receiving to its assigned storage location with clear communication about its status. Use three statuses to keep the language consistent across shifts and teams:
Accepted — material can move into regular stock under normal storage rules.
Held for review — material should remain separate until procurement, warehouse, or quality checks the concern.
Escalated — a defined owner must decide the next action before release or use.
The handoff is where receiving and warehouse teams need to speak the same language. “Three rolls with torn outer wrap and soft spots on the face — hold for QC review” is a record that supports a storage decision. “Some damage” is not. A useful note might read: “Four rolls accepted. One roll held near Bay 3 due to torn lower wrap and visible edge dent. Photos saved under PO 58427. Procurement notified.”
Timing matters. Kraft paper left on the dock or in an unconditioned staging area is still absorbing ambient moisture. The faster material moves to its designated storage environment, the more your documented baseline reflects reality. Refer to your facility’s internal runnability guidelines — or review this guide on how to protect roll quality before converting — to understand how delayed storage impacts converting performance.
If the supplier provides storage or handling guidance, attach it to the receiving record. For facilities increasing order volume, review whether your kraft paper storage conditions can support longer holding periods. If guidance is missing or unclear, procurement should request clarification before increasing order volume or extending storage time.
When to Escalate a Kraft Paper Delivery Issue
Not every delivery issue requires escalation, but some do — and the decision needs to be made at receiving, not weeks later. Escalate when the issue affects traceability, when the material’s condition may have been compromised, or when the delivery doesn’t match what was ordered.
Situations that typically warrant escalation:
- Visible moisture exposure across multiple rolls
- Missing or unreadable batch labels
- Significant physical damage to cores or roll edges
- Odor or contamination signs
- Quantity or grade mismatch against the purchase order
The process doesn’t need to be complex. Photograph the issue. Note it on the receiving record with the PO number and delivery date. Notify procurement and quality control. Place affected material on hold. Then contact the supplier with documented findings — the specific triad of photos, labels, and delivery notes that makes a claim resolvable.
Before escalation, record four details: what was found, which units are affected, where the units are now, and who owns the next decision. This prevents a common failure where everyone remembers that “some damage” happened, but no one can prove which roll, pallet, or batch was involved. For regulated or customer-sensitive uses, do not rely on visual inspection alone — confirm requirements with qualified internal teams, supplier documentation, and applicable standards.
The cost of escalating a questionable delivery is a short delay. The cost of skipping documentation is an unresolvable problem months later.
Frequently Asked Questions
What should receiving teams check first when kraft paper arrives?
Start with the outer packaging. Tears, punctures, or loosened wrapping are the fastest indicators of potential transit damage or moisture exposure. From there, check for visible moisture signs, verify labels against the purchase order, confirm quantity and grade, and ensure delivery documents are complete. That sequence — packaging, material condition, documentation — keeps the inspection consistent across shifts.
Does visible packaging damage mean kraft paper cannot be used?
Not necessarily. Packaging damage signals that the protective barrier was compromised during transit, which means closer inspection is needed. Depending on the severity, grade, and intended end use, the paper may still be usable. Document the damage, inspect the material underneath, and base the accept-or-hold decision on findings — not on assumption.
How do receiving checks support shelf-life planning?
Receiving checks establish a documented baseline for the material’s condition before it enters storage. When questions arise later about whether kraft paper is still usable — or how long it can be stored — the receiving record provides a reference point. Without that baseline, usability planning relies on guesswork, and supplier accountability becomes difficult to enforce.
Should kraft paper with moisture signs be stored with regular stock?
Material showing signs of moisture exposure should generally be separated from regular stock and held for review. Follow your internal hold or quarantine procedures, and consult your supplier’s guidance before making a final storage decision. Consult your supplier’s technical data sheet or dedicated account manager to establish clear shelf-life expectations.
What standards apply to kraft paper receiving checks?
Standards such as those from ISO and TAPPI apply when paper is tested, conditioned, or evaluated technically — not as casual dock-side judgments. ISO and TAPPI references can support testing context for moisture, conditioning, and physical properties, but receiving acceptance criteria still depend on supplier specifications, intended use, local requirements, and internal quality procedures. Use recognized test methods when your process calls for measured confirmation; rely on supplier guidance and internal protocols for routine dock-level decisions.
Make Shelf-Life Planning Start from a Known Condition
The scenario from the opening — a delivery accepted without inspection, followed by a converting failure months later with no baseline to reference — doesn’t have to repeat. The shift is from box-ticking to professional risk mitigation: each check tied to a consequence, each record tied to a decision it supports.
Start with the checklist above and adjust it to match your grades, your suppliers, and your internal processes. Review packaging and delivery questions to ask before the first shipment and verify supplier capability alongside your receiving standards. Confirm grade-specific storage and handling guidance with your brown paper suppliers. When the questions come — and they will — you’ll have documented answers instead of guesses.
Disclaimer:
This article is for informational and educational purposes only. Shelf-life assumptions depend on kraft paper grade, intended use, supplier guidance, packaging condition, and storage environment. Receiving checks support planning but do not guarantee future performance. For regulated uses such as food-contact or medical packaging, verify requirements with authoritative sources and supplier documentation.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.