
📌 Key Takeaways
A kraft paper sample that looks good on your desk can still fail on your production line — structured trials close the gap between promise and proof.
- Define “Pass” Before You Test: Get procurement, production, and quality teams to agree on what success looks like across five areas — technical specs, line performance, finished product, supplier reliability, and total cost.
- Request Samples That Match Real Conditions: Specify your exact application, roll size, converting process, line speed, and compliance needs — vague requests produce meaningless samples.
- Run Trials on Your Actual Production Line: A hand sheet or bench test cannot reveal web breaks, dust buildup, glue failures, or tension problems that only show up at real operating speed.
- Test the Finished Product, Not Just the Roll: Bags, wraps, or liners may develop weak folds, poor seals, or curl 24–72 hours after converting — inspect stored samples before approving.
- Score the Supplier, Not Just the Paper: Document accuracy, traceability, responsiveness, and ability to repeat sample quality at commercial volume matter as much as the test results themselves.
One good sample roll is evidence — not a guarantee of consistent commercial delivery.
Procurement managers, QA leads, and production teams evaluating new kraft paper suppliers will find a ready-to-use trial framework here, preparing them for the detailed process guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The sample sheet on your desk looks right. GSM matches the quote. The surface feels clean, and the kraft paper supplier‘s test report confirms the numbers. So you sign off on 40 tonnes.
Six weeks later, the first roll loads onto your converting line — and within 14 minutes, the web breaks. Then again. The operator slows the line and pushes through. Waste climbs. The finished bags show weak fold lines and poor glue bonds. This looked fine on the bench.
Discrepancies between bench-scale samples and production-scale parent rolls represent a primary failure point in paper procurement. A kraft paper grade name like “premium kraft” or “export quality” tells you almost nothing about how the paper will behave on your machine, in your converting process, or inside your customer’s warehouse — which is why matching kraft paper properties to your specific application matters more than label claims. Suppliers from different regions often use inconsistent grade descriptions for papers that perform very differently under production conditions. And when the wrong material ships — especially across international borders — the lead time, import cost, and dispute complexity multiply fast.
A sample can confirm that a grade exists. It cannot confirm commercial reliability. Closing that gap requires a structured, repeatable trial process — one that procurement, production, and quality teams can use together to reach a shared, defensible decision.
Define Commercial Fit Before Testing Anything
Before cutting open a sample roll, your team needs to agree on what a passing result looks like. Without that agreement, procurement approves on price while production absorbs the risk.
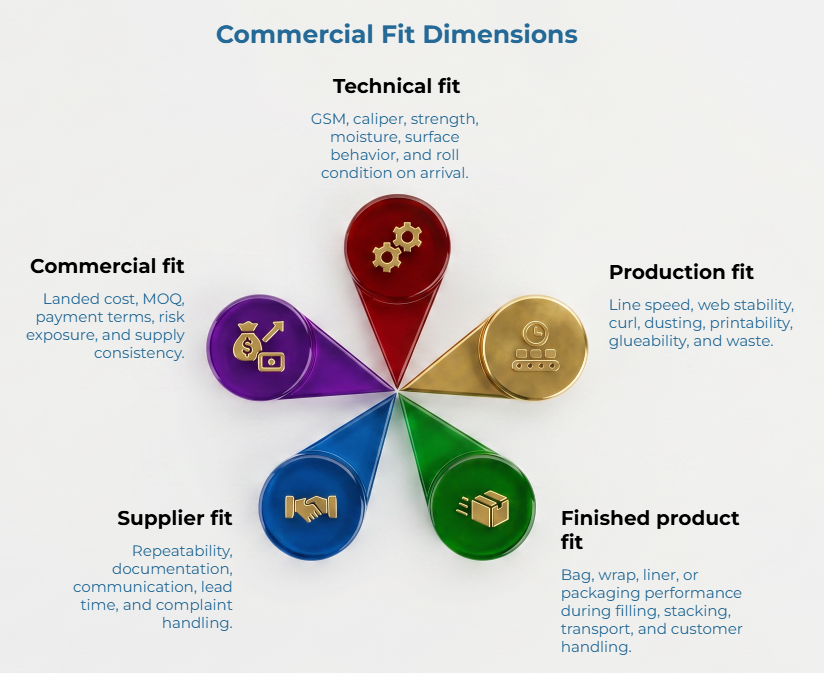
Commercial fit is broader than a lab value. It spans five dimensions:
- Technical fit: GSM, caliper, strength, moisture, surface behavior, and roll condition on arrival.
- Production fit: line speed, web stability, curl, dusting, printability, glueability, and waste.
- Finished product fit: bag, wrap, liner, or packaging performance during filling, stacking, transport, and customer handling.
- Supplier fit: repeatability, documentation, communication, lead time, and complaint handling — dimensions that a structured supplier pre-qualification process can formalize before the trial stage.
- Commercial fit: landed cost, MOQ, payment terms, risk exposure, and supply consistency.
These five dimensions give sourcing, QA, production, and customer-facing teams a common language for evaluating any supplier — not just a price comparison. A cheaper paper that slows your converting line, generally raises waste margins (often estimated around 3-4 %), or triggers customer complaints typically carries a higher real cost than a nominally higher-priced roll — a pattern explored in detailed analysis of when a cheaper kraft paper becomes more expensive in production (ASCM Total Cost of Ownership Framework).
Start With the Right Sample Request
Most weak trials start with a weak sample request. “Please send a kraft paper sample” gives the supplier nothing to work with — and gives you nothing meaningful to evaluate.
Your sample request should mirror the conditions of the intended full order. Specify the application, target GSM, roll width, core size, and roll diameter or sample roll quantity where the supplier can accommodate it. Include surface requirements — whether the paper needs to be calendered, machine-glazed, or prepared for a specific surface energy. State your converting process: printing, gluing, laminating, heat-sealing, or a combination. Share your target line speed or operating conditions so the supplier can match the sample to your production reality.
A small hand sheet can help screen shade, surface, and rough appearance. It cannot prove unwind behavior, roll hardness variation, tension stability, or converting-line fit. The sample that matters is the one that runs on a machine.
Include compliance requirements upfront: food-contact certification, recycled content targets, FSC or PEFC chain-of-custody documentation, or destination-market regulatory needs.
Request supporting documents alongside the physical sample: a technical data sheet, certificate of analysis from the specific production lot, mill specification sheet, sustainability or chain-of-custody certificates where relevant, packaging and shipment details, and batch or lot identification. If the supplier cannot provide these, that tells you something useful about their documentation discipline before the trial even begins. Standardized mill specification sheets and structured RFQ templates are required to formalize this step.
The required tests vary by application, destination market, and customer specification.
Build a Trial Plan Before the Sample Arrives
A sample roll sitting in the warehouse with no plan gets tested casually — or not at all. Both outcomes produce unreliable decisions.
The trial should be planned cross-functionally, not handled by procurement or production alone. Assign a trial owner and confirm in advance: the converting line, the benchmark paper, the product to be manufactured, the trial date, the SKU, the line settings to be recorded, sample quantity available, who will observe the run, and how feedback will be collected. Define pass/fail criteria before the trial runs — including what defects will be tracked, what finished product tests will follow, and what decision the trial will feed into.
The benchmark matters. Judge the sample against a known approved paper, not against memory or supplier claims.
A converter testing sack kraft or packaging kraft should run the sample under conditions close to normal production. A trial that doesn’t reflect real operating speed and tension doesn’t predict real performance. A sample that survives only at a cautious, reduced speed has not proved full-order readiness — it has proved only that the paper can run in a protected scenario. A test report from the supplier is useful, but it does not replace a converting-line trial under the buyer’s actual conditions.
Operational Performance Metrics
This should be the deepest part of any trial evaluation. Lab results tell you what the paper is. Converting-line feedback tells you what the paper does — and whether it does it consistently.
Production-line observation reveals problems that static inspection cannot. Track web breaks, wrinkles, curl, edge cracks, dusting or linting, unwind behavior, roll hardness variation, tension instability during acceleration or deceleration, slitting or cutting irregularities, print registration and ink holdout issues, adhesive absorption and bond quality, heat-seal or coating compatibility where relevant, waste percentage, and calculated downtime.
Operator comments deserve their own line on the feedback form. The person running the machine notices what instruments miss — how the paper responds through a tension change, whether the web tracks differently from the approved grade, whether dust accumulates faster on the print heads. Short notes such as “dust increased near slitter,” “glue line opened at standard setting,” or “unwind pulsed after splice” can prevent a costly approval mistake. A sample that looks the same as your current paper may still behave differently in moisture response, waste generation, or finished product strength.
Structure the feedback around three levels. Runnability: did the paper run without disrupting production? Process compatibility: did it perform acceptably during printing, folding, gluing, cutting, or winding? Repeatability risk: did behavior hold steady throughout the run, or drift as the roll unwound?
For buyers who want to formalize property testing beyond line observation, TAPPI and ISO test methods and ASTM paper and packaging standards provide recognized procedures for evaluating physical and mechanical properties of paper and packaging materials.
Check the Finished Product, Not Only the Parent Roll
The trial is not complete when the roll finishes running.
Parent roll properties matter only if the final converted item meets operational and customer requirements. Depending on the application, check dimensional stability, appearance, print quality, crease and fold sharpness, sealing or adhesive bond strength, stiffness and hand feel, burst and tear resistance, tensile performance, moisture response, packing and stacking behavior, and how the product handles during a customer-use simulation.
Set aside finished samples and re-inspect after 24–72 hours. Curl, adhesive failure, and moisture-related softening often appear only after storage. A sample may look clean and match quoted GSM, but the finished bag or wrap may show weak folds, poor glue bonding, or curl after resting — exactly the kind of failure that a parent roll evaluation alone will never catch. Two papers can look close on a desk and behave very differently after folding, gluing, filling, stacking, or shipment. Appropriate test methods differ depending on whether you are producing a carry bag, food wrap, industrial sack, or corrugated liner; therefore, verify product-specific testing for each application.
For incoming-roll control after a supplier is approved, our kraft paper quality verification guide is a useful next-stage reference. The sample trial validates material suitability; subsequent receiving checks ensure ongoing compliance with the established benchmark.
Score the Supplier, Not Just the Sheet
A good sample from a weak supplier is still a risky commitment. The trial itself gives you a window into how the supplier operates.
Score the supplier on accuracy of technical documents versus your own results, responsiveness to questions, willingness to disclose production tolerances, batch traceability, and whether the sample actually matched the quoted specification. Vague claims such as “premium grade” or “high strength” should be translated into measurable specification fields. Even a well-known supplier still needs trial data for the specific grade, machine, and application — brand reputation reduces some risk, but it does not eliminate it.
Beyond the sample interaction, confirm readiness for a commercial relationship: clarity on MOQ, lead time, packing, and payment terms; export documentation; alignment on Incoterms® 2020 shipping responsibilities and Harmonized System classification; complaint and claim-handling procedures; and capacity to fulfill repeat orders at consistent quality. For buyers managing quality across multiple suppliers, ISO 9001:2015 provides a relevant quality-management reference for evaluating supplier systems. Comprehensive export documentation checklists can help extend that review beyond the physical sample.
If certification claims matter, confirm scope and chain-of-custody requirements early. FSC and PEFC both publish chain-of-custody information that helps buyers understand how certified claims are controlled through supply chains. Our guide to verifying kraft paper supplier certifications can support that review.
Make the Trial-to-Order Decision
With production data, finished product results, and supplier evaluation in hand, the decision should follow a structured path — not a vague preference.

Classify the supplier and material into one of four categories.
- Approve: meets production, finished product, and supplier-readiness criteria.
- Conditionally approve: acceptable with defined tolerances, revised price, additional documentation, or a limited first order.
- Retest: promising, but trial conditions were incomplete or sample quantity was insufficient.
- Reject: unacceptable quality, production, or commercial risk.
A weighted scorecard makes the decision defensible and gives cross-functional teams a shared evaluation method: production performance at 35%, finished product performance at 25%, supplier documentation and consistency at 20%, commercial and logistics readiness at 15%, and sustainability or compliance fit at 5% where relevant. Weights must be calibrated by application; in high-speed converting, runnability metrics (35%) are prioritized over unit price to minimize Total Cost of Ownership (TCO). A supplier offering a lower price whose trial showed higher web breaks and waste may score lower overall than the higher-priced alternative that ran cleanly. Our supplier capability verification guide provides a complementary framework for extending the decision beyond the sample itself.
Common Mistakes That Undermine the Trial
Testing only hand samples instead of production-relevant rolls. Comparing suppliers without running them under the same machine conditions. Treating GSM as the entire specification while ignoring moisture, storage, and conditioning effects. Letting procurement approve the order without production feedback.
Running the trial too briefly reveals nothing about consistency. Running it too slowly hides tension and speed-related defects. Failing to inspect the finished product means evaluating the input, not the output. Not documenting operator feedback discards the most practical intelligence available. Not confirming whether the supplier can repeat sample quality at commercial volume. Not defining claim procedures before placing the full order.
The most dangerous mistake is approving a supplier without confirming repeatability. One sample roll is useful evidence, but commercial deliveries still need controls, tolerances, traceability, and a workable claim process.
And if urgency is the objection — a conditional first order with defined tolerances is safer than skipping evaluation entirely.
From Sample Approval to Supplier Confidence
A sample trial is not a formality. It is a risk-control step between a supplier’s promise and a commercial commitment backed by evidence.
The strongest trial answers one question with data instead of hope: can this supplier deliver parent rolls that perform consistently in your production environment, at a cost and risk level you can accept?
Clear criteria. Documented evidence. Confident decision.
Frequently Asked Questions
Is a kraft paper sample enough to approve a full parent-roll order?
Not by itself. A sample should be used to plan a production trial, collect converting-line feedback, inspect the finished product, and evaluate the supplier’s ability to repeat the same quality at volume.
What should be checked during a kraft paper sample trial?
Runnability (web breaks, curl, dusting, tension behavior), process compatibility (print, fold, glue, cut performance), waste and downtime, finished product quality (seal strength, fold integrity, dimensional stability), and supplier documentation accuracy.
Should price be part of the sample trial decision?
Yes, but price should be evaluated alongside waste, downtime, yield, finished product performance, lead time, and claim risk. The lowest quoted price may not produce the lowest total cost.
How many suppliers should be tried?
Compare at least two qualified suppliers where practical. The right number depends on order value, application criticality, sourcing urgency, and how many suppliers meet technical and compliance requirements.
What documents should buyers request with a kraft paper sample?
A technical data sheet, test report or certificate of analysis, lot identification, packing details, and any relevant certification or compliance documents such as food-contact approvals or chain-of-custody certificates.
Disclaimer:
This article is published for educational purposes only. The information provided does not constitute professional, legal, or commercial advice. Specific test methods, standards, and supplier evaluation criteria should be verified for your application and jurisdiction.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.