📌 Key Takeaways
Switching from plastic packaging to folding cartons is a translation exercise—not a simple material swap—and success starts with documenting what your current pack actually does before talking to suppliers.
- Start with What Works Now: Document the crush strength, handling stress, and protection your plastic pack already provides before choosing any board grade.
- Translate, Don’t Copy: Plastic wall thickness doesn’t convert directly to paperboard thickness—rewrite requirements using folding carton-specific terms like caliper, flute profile, and load direction.
- Line Speed Creates Risk: High-speed filling lines magnify small stiffness differences, so write down your line’s exact requirements before finalising materials.
- Define Barriers Before Boards: Moisture, grease, and temperature conditions must be written as requirements—not left for suppliers to guess differently.
- Build a Buyer-Owned Baseline: A starter specification sheet separates what you know from what needs testing, so supplier quotes are comparable from the start.
A shared starting point beats a perfect final spec.
Packaging engineers, procurement managers, and brand teams planning plastic-to-folding carton transitions will find a structured first-pass framework here, preparing them for the detailed specification guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
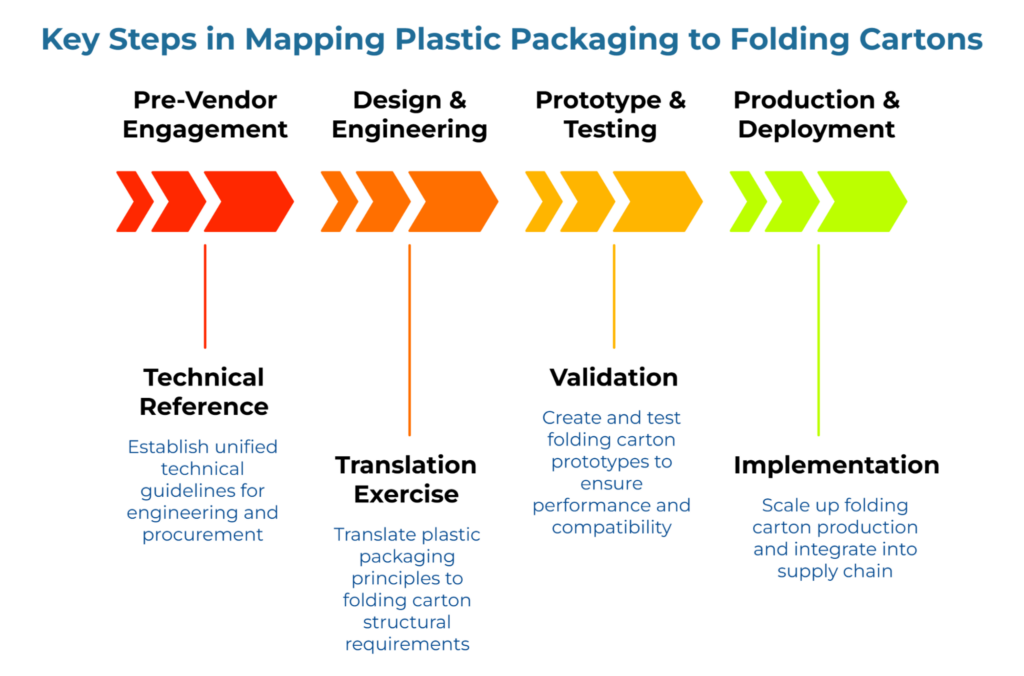
The process of mapping plastic packaging to folding cartons requires five steps:
1) Audit your current plastic pack’s performance baseline,
2) Translate that baseline into folding carton structure variables,
3) Document machine-direction stiffness and line-speed constraints,
4) Define barrier and environmental conditions, and
5) Convert your findings into a starter specification sheet.
What It Means to “Map” Plastic Packaging to Folding Cartons
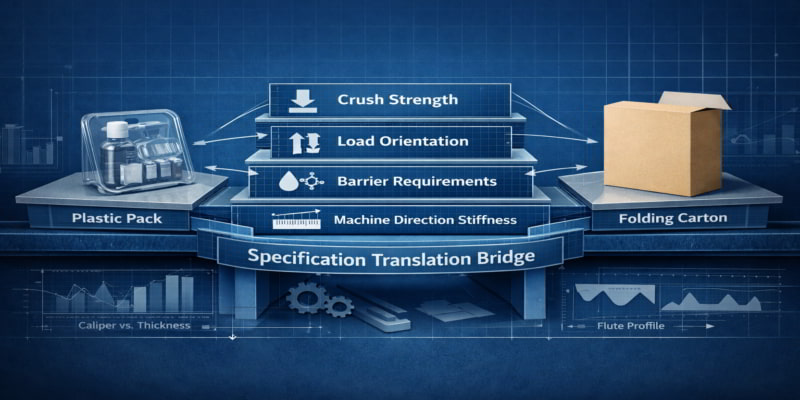
Switching from rigid plastic to folding cartons is not a material swap. It is a translation exercise.
Think of the transition like translating a book into a new language: the core story stays the same, but the grammar and structure must be rewritten for the new format to work. A plastic tub and a folding carton may protect the same product, but they do so through entirely different structural principles.
Plastic relies on wall thickness and material rigidity. Paperboard relies on caliper, structural stiffness, and fiber direction—while secondary corrugated alternatives rely on flute geometry. Copying plastic specifications directly onto a folding carton will not work. The sample may look acceptable on a desk. The trouble starts later—on the line, in storage, or during transport. That is where translation failures become visible.
This framework provides a unified technical reference for engineering and procurement prior to vendor engagement. While specific performance targets shift according to product weight and machinery, the underlying conversion logic remains constant.
Audit the Current Plastic Pack’s Performance Baseline
Start with the pack as it exists today. Before thinking about board grades or supplier outreach, document what the current plastic packaging actually does. The goal is to identify what the plastic pack currently survives—so the folding carton version can either match those requirements or intentionally redesign around them.
Focus on three areas:
Compression and crush performance. What vertical load does the current pack survive during stacking and transit? Pull any existing crush-test data, as understanding board grade tolerances will be essential when translating these thresholds into folding carton specifications. If none exists, flag this as the first gap to close.
Handling realities. How does the pack move through filling, packing, storage, and transport? Where does it get squeezed, dropped, or exposed to temperature swings? These handling realities must be documented before any material decision.
Shape and shelf protection. Is the plastic protecting the product’s shape, stackability, or shelf appearance? These are functional requirements the folding carton must address—not optional aesthetics.
The output of this step is a short list of what the plastic pack currently survives. That list becomes the baseline the folding carton must match or intentionally redesign around.
Translate Baseline Performance into Folding Carton Structure Variables
Now convert plastic performance language into folding carton structure language.
Plastic rigidity cannot be copied directly. A 1.2 mm plastic wall does not translate into a 400-micron board caliper. The materials behave differently under load, flex, and humidity. Folding carton structure must be expressed through named variables rather than visual assumptions.
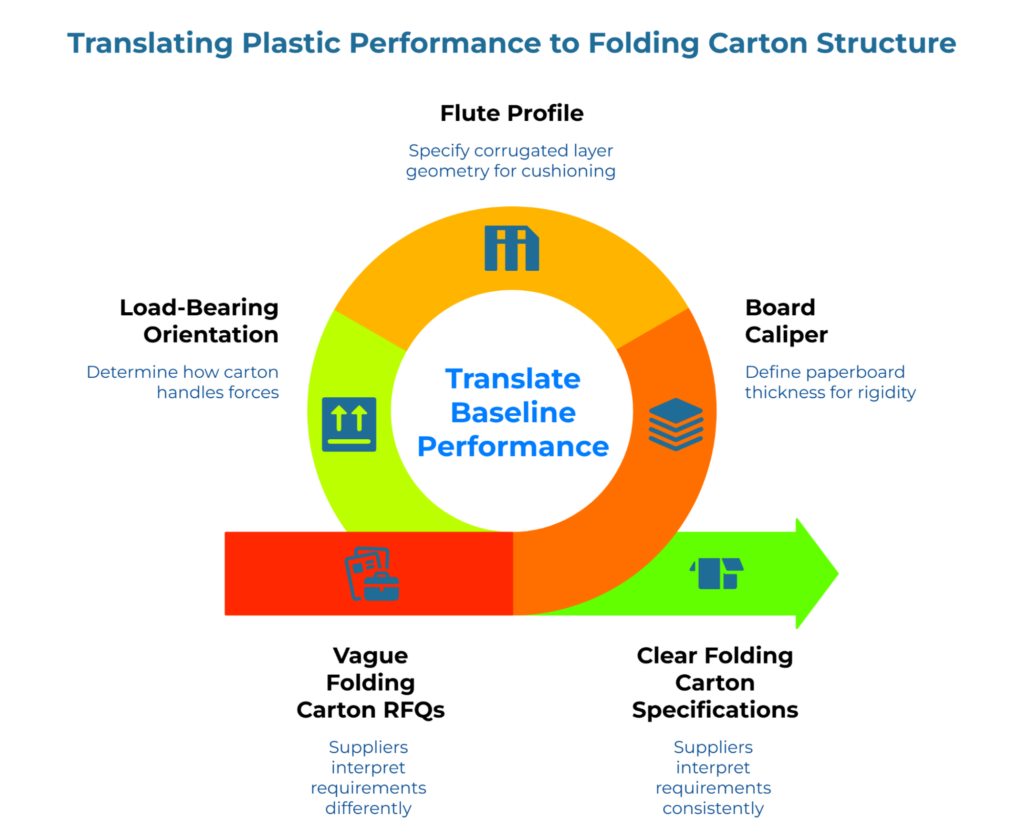
Translate baseline thresholds into these folding carton variables:
Board caliper — the thickness of the paperboard, which affects rigidity and crush resistance. For guidance on how calipers interact with other structural variables, see the danger of vendor-led data sheets: establishing rigid folding carton specification requirements.
Flute profile — the corrugated layer geometry (if applicable), which affects cushioning and stacking strength. If you are considering a micro-fluted or standard fluted build, flute configuration becomes a key variable.
Load-bearing orientation — how the folding carton handles vertical versus lateral force.
This translation must happen before sending RFQs. If this step is skipped, suppliers will interpret requirements differently, leading to quotes that cannot be fairly compared—a problem explored further in how vague folding carton RFQs create operational waste. Specification misalignments will surface later—often on automated filling lines where tolerance failures are expensive.
Document Machine-Direction Stiffness and Line-Speed Constraints
Automated filling lines magnify small structural variations. A folding carton that looks correct can still jam if its stiffness profile does not match the line’s mechanical tolerances.
Board weight alone is not enough. Two boards at the same GSM can behave very differently depending on fiber orientation and caliper consistency. High-speed lines turn minor stiffness differences into major failures.
Machine-direction (MD) stiffness refers to the board’s resistance to bending based on the fiber alignment established at the paper mill. If this inherent material stiffness is not properly oriented to withstand the specific mechanical forces of the automated packaging equipment, folding cartons may buckle at high speeds. If it varies between batches, jam frequency will increase unpredictably—a failure mode that stems from why GSM accuracy fails in folding cartons without moisture content control.
The line’s requirements must be written down before material decisions are finalized. Define where the folding carton must remain stable in motion: feeding, folding, erecting, and closing. These are operational realities, not abstract design ideas.
Document these specifics:
- Target line speed (units per minute)
- Minimum stiffness thresholds the line can tolerate
- Any known sensitivity to caliper variation
For more on why visual checks fail to catch these issues, see why visual quality checks fail in folding carton packaging: how specification-true normalization prevents automated line jams.
Define Barrier and Environmental Conditions Before Material Choice
A folding carton that looks right can still fail if its barrier properties were never specified.
Before choosing a board or coating, define the conditions the folding carton will face:
Moisture exposure. Will the folding carton encounter humidity during storage, transit, or retail display? This question becomes especially critical when folding cartons enter 3PL storage environments where standard board specifications often fail
Grease or oil contact. Does the product release fats that could weaken untreated paperboard?
Temperature range. Will the folding carton move through cold chain, ambient warehouse, or heated retail environments?
Shelf-life requirements. How long must the folding carton maintain structural and barrier integrity?
Write these as requirements, not assumptions. If moisture resistance is needed, specify a Cobb value ceiling. If grease resistance is needed, specify a Kit level floor—guidance for which can be found in mapping folding carton barrier requirements to your budget. Barrier needs should be written as requirements before quotes are compared—not left as assumptions that suppliers interpret differently.
For a beginner-friendly explanation of moisture-related specifications, see understanding Cobb values and tolerances in folding carton packaging: a simple guide for non-engineers.
When formalizing test language in later stages, recognized industry standards can anchor the conversation. ISO 287 covers moisture content determination for paper and board. ISO 536 covers grammage. TAPPI T 441 covers the Cobb test for water absorptiveness. If secondary corrugated formats are part of the same packaging system, ASTM D5639 describes how to select corrugated attributes based on performance requirements. These are authoritative references, but the exact targets still depend on your product, board construction, and operating conditions.
Turn the Findings into a Starter Specification Sheet
The first four steps generate raw findings. This step packages them into a usable document.
Create a buyer-owned starter specification sheet that includes:
- Baseline performance requirements from Step 1
- Structural translation targets (caliper, flute, load-bearing) from Step 2
- Line-speed and stiffness constraints from Step 3
- Barrier and environmental conditions from Step 4
Separate must-have requirements from open questions. Some variables may need trial data before they can be locked, a principle central to the baseline packaging parameter checklist: structuring your folding carton specification requirements. Flag these as “requires pilot validation” rather than leaving them blank.
The goal is a document clear enough that supplier conversations are grounded in the buyer’s baseline—not in supplier guesswork. Later conversations will be more productive when everyone starts from the same normalized requirements.
For guidance on turning this baseline into a standardized RFQ, see how to standardize your next folding carton RFQ with board grade calibration.
Common Mistakes in the First Mapping Pass
- Treating the folding carton as a drop-in replacement. Folding cartons are not rigid plastic in paper form. They require structural re-engineering, not substitution—a transition process outlined in how to transition from rigid plastic to folding cartons: a practical guide.
- Starting with weight or appearance. GSM and visual samples are not substitutes for performance translation. A board can look right and still fail under load or humidity.
- Contacting suppliers before the baseline is normalized. Vague requirements produce incomparable quotes, a pattern detailed in the guesswork gap: using specification-true quotes to build a predictable folding carton packaging budget. Normalize the baseline first, then engage suppliers.
- Assuming “eco-friendly” solves structural suitability. Sustainability credentials do not guarantee that a folding carton will survive automated filling lines or shelf conditions. Environmental goals and structural requirements are separate questions.
What You Should Have at the End
You do not need a perfect final specification at this stage.
What is needed is a usable first-pass translation framework. That framework gives engineering, procurement, and brand stakeholders a common starting point for supplier conversations, pilot trials, and iterative refinement.
After completing the five steps above, you should have:
- A documented baseline of what the plastic pack currently survives
- A translation of that baseline into folding carton structure variables
- A record of the line’s stiffness and speed constraints
- A list of barrier and environmental conditions
- A starter specification sheet that separates must-haves from open questions
From here, supplier comparison can proceed with confidence that quotes are grounded in the same requirements. For next steps on normalizing and comparing quotes, see how to normalize your first folding carton quote: a beginner’s guide.
Plastic-to-Folding Carton Translation Checklist
Use this checklist to verify the initial mapping pass is complete:
- The crush and compression thresholds the current plastic pack survives have been documented.
- Those thresholds have been translated into board caliper, flute, and load-bearing requirements.
- The filling line’s machine-direction stiffness and speed constraints have been recorded.
- Barrier conditions (moisture, grease, temperature, shelf-life) have been defined as written requirements.
- Findings have been compiled into a starter specification sheet that separates must-haves from open questions.
Disclaimer:
This guide provides educational concepts for packaging transitions. Specific caliper, stiffness, and barrier targets depend on your product, line equipment, and operating conditions. Test methods referenced (ISO 287, TAPPI T 441) are illustrative; consult current standards. Validate all specifications through pilot trials before production.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.